


以下是:Mn18Cr2高锰钢板厂家供应商的产品参数
材质 MN13耐磨板 产地 聊城 规格 齐全 类型 耐磨板 颜色 黑色 品牌 龙泽耐磨板 型号 齐全 可定制 是 Mn18Cr2高锰钢板厂家供应商_龙泽钢材有限公司,固定电话:13676381400,移动电话:13370955880,联系人:王经理,QQ:2927897188,汇通国际金属物流园A区304室发货到青海省 西宁市 湟中区、湟源县 发货到 青海省西宁市。 青海省,西宁市 西宁市地处中国西北地区、青海省东部、湟水中游河谷盆地,是青藏高原的东方门户,古“丝绸之路”南路和“唐蕃古道”的必经之地,自古就是西北交通要道和军事重地,素有“西海锁钥”、海藏咽喉之称,是世界高海拔城市之一,青海省的政治、经济、科教、文化、交通和通讯中心,也是国务院确定的内陆开放城市,中央军委西宁联勤保障中心驻地。
我们精心制作的Mn18Cr2高锰钢板厂家供应商产品视频已经准备就绪,【一睹真容!】产品视频,呈现产品魅力!
以下是:Mn18Cr2高锰钢板厂家供应商的图文介绍
如果入炉温度过低,焖钢预热时间过短,或加热过急,升温过快,将造成复合耐磨板表面和心部的温度差,造成热应力和组织应力,钢材中的一些裂纹源,如空穴、夹杂物等,在应力作用下,缺陷部位会发生开裂并扩展,后为宏观裂纹。 轧制中拉裂呈人字形或之字形张开裂缝,且裂口较大、很深,裂缝不光滑,外形不整齐。产生原因1)加热过程。2)轧制过程。坯料原有的横裂纹或角部裂纹经轧制会演变成拉裂。均热或保温时间不够,造成加热不均,不均匀变形产生拉裂。 均热或保温时间过长,降低了晶粒间的结合力和可塑性,形成裂纹。轧制中工艺操作不当或设备不当造成。控制措施1)加热时应严格控制保温时间和升温速度,避免由于温度应力过大导致产生裂纹。2)在相变点温度时要有足够的保温时间,加热时可在发生相变点转变的温度附近设置一保温平台,为不同厚度截面的相变保留一定的转变时间,防止相变产生的应力和热应力互相叠加。 3)为避免轧制时由于温度不均造成变形而产生的拉裂,须调节均热炉、加热炉烧嘴压力,进而改变火焰长度,有效解决温度不均匀的问题。4)在对开坯切过冒口的钢锭棱角进行火焰清理时应同时进行倒角修磨,保证圆滑过渡,避免应力集中,并控制轧制时的咬入速度。
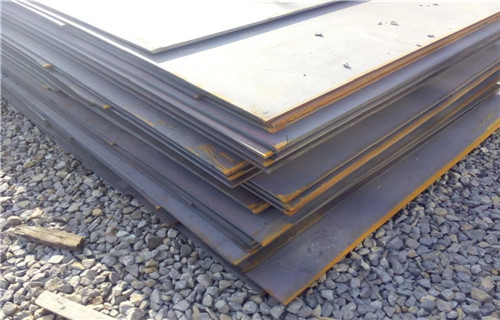
青海西宁耐磨板
双金属耐磨板的预热温度750℃焊接电源采用直流正板性,以工件的温度。焊接电流250A,焊钳采用自制的水冷式焊钳。手工电弧焊缘。焊件厚度大于5毫米时,焊前必须预热,预热温度一般在600-740℃左右。用107#双金属耐磨板焊接,电源应采用直流反接。 焊接时应当用短弧,钢板不宜作横向摆动。钢板作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。在焊接时,必须层间的熔渣,且焊接应在通风良好的场所进行。耐磨板焊好后应用平头锤敲击焊缝,应力和改善焊缝质量。 手工氩弧焊:在双金属耐磨板手工氩弧焊时,采用的钢板有双金属耐磨板201(钢板)和双金属耐磨板202。焊前应对工件焊接边缘和钢板表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。 复合耐磨板主要有以下八大性能,下面鑫州具体为大家介绍一下各大性能的特点:适应性好:用软管半自动或自动全位置焊比较方便,因此利于全位置焊。易掺合金:复合耐磨板可以用钢带卷入 粉掺合金来作成各种不同耐磨钢板,可更大范围地代替手工焊和实心钢板气保护焊及埋弧焊。
青海西宁龙泽钢材有限公司每个员工坚持“ 耐磨板质量铸就品牌”的企业宗旨致力于企业核心竞争力,铸造鲜明的企业文化,追求可持续发展 打造强势品牌,实现科技富民,产业报国之宏愿。
对于 耐磨板产品质量:我们要求精益求精!
对于服务:我们永远用微笑对待每位客户!
对于售后:我们用真诚的态度为每位客户分担!
在青海省西宁市采买Mn18Cr2高锰钢板厂家供应商到龙泽钢材有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-13676381400,QQ:2927897188,地址:《汇通国际金属物流园A区304室》。










