以下是:特薄壁绗磨管工艺的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 特薄壁绗磨管工艺,九冶管业有限公司为您提供特薄壁绗磨管工艺的资讯,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园发货到湖北省 武汉市 江岸区、江汉区、硚口区、汉阳区、武昌区、青山区、洪山区、东西湖区、汉南区、蔡甸区、江夏区、黄陂区、新洲区。 湖北省,武汉市 武汉市,简称“汉”,别称江城,湖北省辖地级市、省会,副省级市、中心城市、超大城市,国务院批复确定的中国中部地区的中心城市,全国重要的工业基地、科教基地和综合交通枢纽,中国人民解放军联勤保障部队驻地。全市下辖13个区,总面积8569.15平方千米。截至2022年末,常住人口1373.90万人,地区生产总值18866.43亿元。
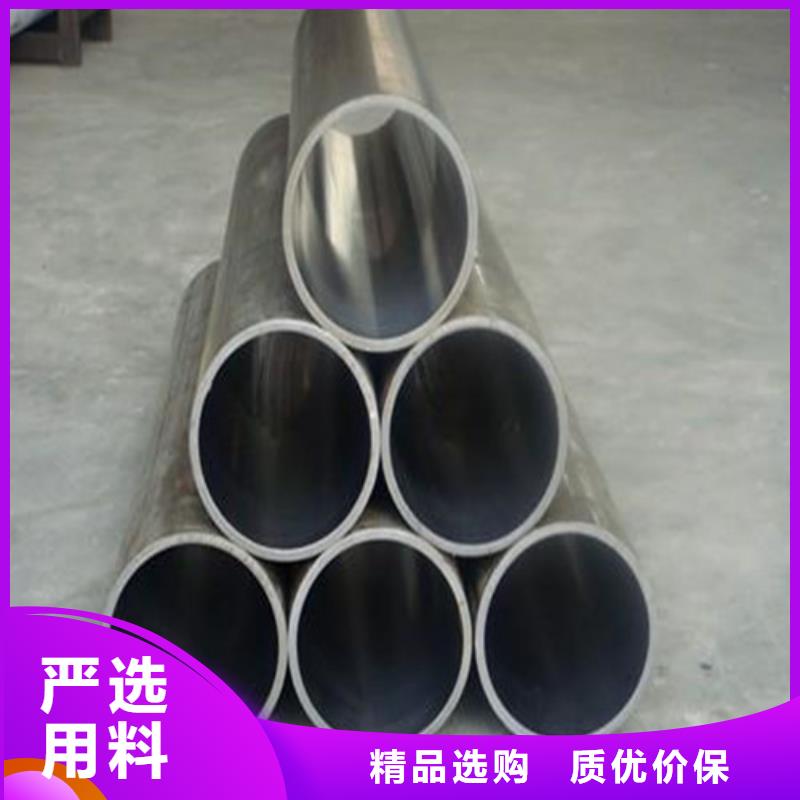
精心打磨的产品视频已准备就绪,它将带您深入特薄壁绗磨管工艺的魅力世界,让您重新发现产品的无限可能。以下是:特薄壁绗磨管工艺的图文介绍
绗磨管的优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
珩磨管加工特点
加工精度高特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)
湖北武汉九冶管业有限公司视 绗磨管产品质量为企业的生命,我们从原材料到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和检测设备为用户提供质优 绗磨管产品提供可靠保证。
了解珩磨管的属性范围 珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。
珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。
珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。简析珩磨管市场发展现状 随着珩磨管的个性化需求,珩磨管生产厂家需要采用科学的设计方法,以达到用户的需求。 随着竞争的日益激烈,钢材市场的利润空间越来越小,价格透明度越来越高。每个钢管市场都有不同规格,并有超过1万种型号。钢管生产加工企业也有许多。产品包括管类铸件、冷拔管、精整管、热膨胀管、直缝焊管、珩磨管等。
珩磨管加工工艺
一种珩磨管的加工工艺,尤其是抗拉强度不低于1140MPa、屈服强度不低于1030MPa、伸长率不低于16%、延伸率不低于38%,且对珩磨管加工精度要求较高的珩磨管的加工工艺。采用的加工工艺是选用合适尺寸的TC4钛合金棒材,通过开坯、自由锻及热处理工艺,矫直、打深孔、珩磨、车外圆抛光等步骤完成规定尺寸及要求的珩磨管的加工过程,加工过程简单且成本低廉,满足了我国航空航天、压力机械等领域中对高性能珩磨管的使用要求。珩磨管的加工工艺,其特征在于,珩磨管的加工工艺步骤为: a)选料:选用符合标准的合适尺寸的金属材质棒材作为加工珩磨管的原料棒材; b)开坯、自由锻及热处理工艺:对原料棒材采用开坯、自由锻及热处理工艺进行加工; c)矫直:对处理后的原料棒材进行锻锤矫直; d)打深孔:在原料棒材上打出合适尺寸的通孔后制成管材; e)珩磨:采用珩磨油石对管材的通孔进行珩磨加工,使得管材的通孔满足珩磨管所要求的尺寸及加工精度要求; f)车外圆刨光:采用车床对管材的外壁及端面进行车加工及刨光,使得管材的外径达到珩磨管要求的尺寸及加工精度要求,完成珩磨管的制作。
特薄壁绗磨管工艺,九冶管业有限公司为您提供特薄壁绗磨管工艺产品案例,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园。