

以下是:外径2820螺旋管一吨多少钱的产品参数
螺旋钢管 Q235B 外径2820螺旋管一吨多少钱,全通管道有限公司为您提供外径2820螺旋管一吨多少钱的资讯,联系人:席经理,电话:15132765283、15132765283,QQ:546016150,发货地:城南开发区蒲洼城园区发货到广东省 汕头市 龙湖区、金平区、濠江区、潮阳区、潮南区、澄海区、南澳县。 广东省,汕头市 汕头市域古属潮州府地,清康熙年间于潮州府建沙汕头炮台,雍正年间简称汕头,有“百载商埠,万国楼船”之美誉。清咸丰十年(1860年1月1日)汕头正式开埠,是中国早对外开放的城市之一,有英法美荷德丹瑞日意等13个设立驻汕头领事馆。民国十年(1921年),汕头市政厅成立。新中国成立后,潮汕地域同属潮汕专区、粤东行政区、汕头专区、汕头地区、汕头市,1991年12月,汕头市域分设汕头、潮州、揭阳三个地级市。汕头是国务院批复确定的综合配套改革试验区(华侨试验区)、21世纪海上丝绸之路重要门户、中国经济特区、物流枢纽、全国性综合交通枢纽、海峡西岸经济区中心城市之一、粤东中心城市、森林城市、中国投资价值旅游城市、电子商务示范城市、2021年城市营商环境排名全国第36位。
我们的现场实拍视频将带您走进外径2820螺旋管一吨多少钱产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:外径2820螺旋管一吨多少钱的图文介绍
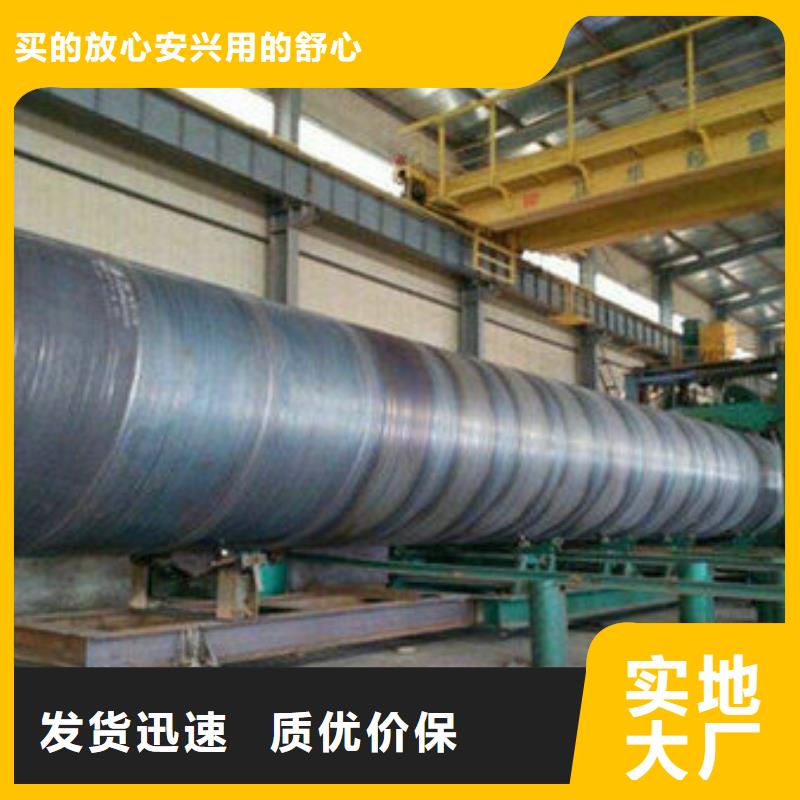
螺旋钢管广泛采用双面埋弧焊的焊接技术,下面浅谈一下埋弧自动焊的形成过程及特点。埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的埋弧焊的形成过程是这样的焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到由于螺旋钢管采用埋弧自动焊的焊接技。 输水钢管通过离心机或管道喷涂机在钢管内壁形成水泥涂层,主要是延长给水管道的使用寿命,保护水质,提高管道输水能力,执行标准:CECS10:89或GB50268-2008聚丙烯3PP防腐螺旋钢管现在螺旋钢管的常用标准一般分为:SY/T5037-2000(部标。
广东汕头全通管道有限公司以重信用、守合同、保证 防腐钢管产品质量,以及多品种经营特色和薄利多销的原则,赢得了广大客户的信任。欢迎各界朋友莅临参观、指导和业务洽谈。 承诺:同等质量比价格、同等价格比服务。
螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用。 市政污水厂用螺旋焊接钢管厂家平陆带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。Q钢管的特点:直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。钢管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管主要用于输送石油、天然气的管线;
井下喷浆,正负压通风,抽放,消防洒水等管网。热电厂工艺用水废渣,回水输送管道。对于防喷淋,洒水的给水管路具有卓越的适用性。电力,通讯,高速公路等电缆保护套管。适用高层建筑给水,热网供热,自来水工程,燃气输送,埋地输水等管道。石油输送管道,化工,印染等行业输送腐蚀性介质的工艺管道。污水处理排放管,污水管以及生物池防腐工程。农业灌溉用管,深井管。其性能如下:第三层聚(PE)2.5~3.7mm对于E防腐钢管的用途很多人也只是只知其一不知其二排水管等网络等用途,可以说E防腐钢管在当前的建设中是必不可少的,而相信通过科技的延伸,未来其还是有更加辉煌的成绩。涂装后,不但要流平,而且要固化。
为了管坯和45#结构螺旋钢管分层缺陷,应把轧辊转速到开始出现分层的临界轧辊转速以下。输水管道用螺旋钢管具有高的导电性、导热性和耐磨.即应有足够的高温强度和硬度。通常选用铜钨、银钨和铬钨等合金材料并可制成复合结。焊触头一般可做成的结构。即触头由触头座和端头(触头部分组成,端头材料为,然后螺旋钢管厂家用银钎焊将端头焊到由铜或钢制的触头座上。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。但是与相同长度的直缝管相比,焊缝长度30~,而且生产速度较低。螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。
螺旋钢管壁厚允许偏差,是依据sy/t5037-2012根据管壁厚度不同,允许偏差不同。螺旋钢管壁厚允许偏差是0.2mm-0.6mm之间,成型中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性。采用的双面埋弧焊的工艺,可位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接。
螺旋钢管在生产过程中合理控制加热温度,通过测定热塑性曲线,选择的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高45#结构厚壁螺旋管塑韧性。螺旋钢管的生产过程需要的程序比较多,后一步是降低轧辊转速,轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和45#结构螺旋钢管容易形成分层缺陷。为了管坯和45#结构螺旋钢管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。螺旋管焊接区的常见缺陷有气孔、热裂纹、和咬边等。气泡。气泡多发生在焊道,其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内。
双面埋弧焊螺旋钢管厂家有哪些发展历程这个焊药系统由一个漏斗装的焊药通过一个管道输送到要焊接的前面。埋弧自动焊是在1940年发明的一种新的焊接方法,它和前面的手工焊相同的地方是它还是采用渣保护,但是这个渣不是焊条的药皮,是专门熔炼出来的焊药。第二个不同是不采用焊条,采用焊丝,因为焊丝可以连续送给;焊条,我们烧完一根焊条总得有一个焊条头就给扔了,而且操作得停下来,换焊条然后再焊。改成焊丝以后,用送焊丝的装置和焊丝盘,连续地送给焊丝,这种焊接方法是连续送进的焊丝,在可熔化的颗粒状的焊剂覆盖下引燃电弧,使焊丝、母材和焊剂的一部分熔化和蒸发构成一个空腔,电弧是在空腔里面稳定燃烧,所以把它称之为埋弧自动焊。 所以制作螺旋钢管的钢板的选择要慎重,表面要均匀不要有划伤,过以上两幅图可以明显的看出螺旋钢管的焊缝是螺旋形状的,无缝钢管是没有焊缝的,螺旋钢管由于价格比较便宜,目前被广泛的应用于输水管道或者是一些压力较小的石油。
今年在广东省汕头市购买外径2820螺旋管一吨多少钱有了新选择,全通管道有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的外径2820螺旋管一吨多少钱产品。如需购买或咨询,请随时联系我们,联系人:席经理-15132765283,QQ:546016150,地址:城南开发区蒲洼城园区。

















