以下是:汽缸管专业生产的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 汽缸管专业生产_九冶管业有限公司,固定电话:17706353138,移动电话:17706353138,联系人:李经理,QQ:1958857549,丁块工业园发货到内蒙古 呼和浩特市、包头市、乌海市、赤峰市、通辽市、鄂尔多斯市、呼伦贝尔市、乌兰察布市、兴安市、锡林郭勒市、阿拉善市 发货到 内蒙古。 内蒙古自治区 清康熙三年(1664年),康熙皇帝以戈壁为界划分为内札萨克蒙古和外札萨克蒙古。“内蒙古”之称初就由“内札萨克蒙古”而来,并沿袭至今。内蒙古土地辽阔、资源丰富,有“东林西矿、南农北牧”之称,草原、森林和人均耕地面积居全中国,稀土金属储量居世界首位,同时也是中国的草原牧区。这里保存有中国完好的草原,素有“牧草王国、歌的海洋、酒的故乡”之称。
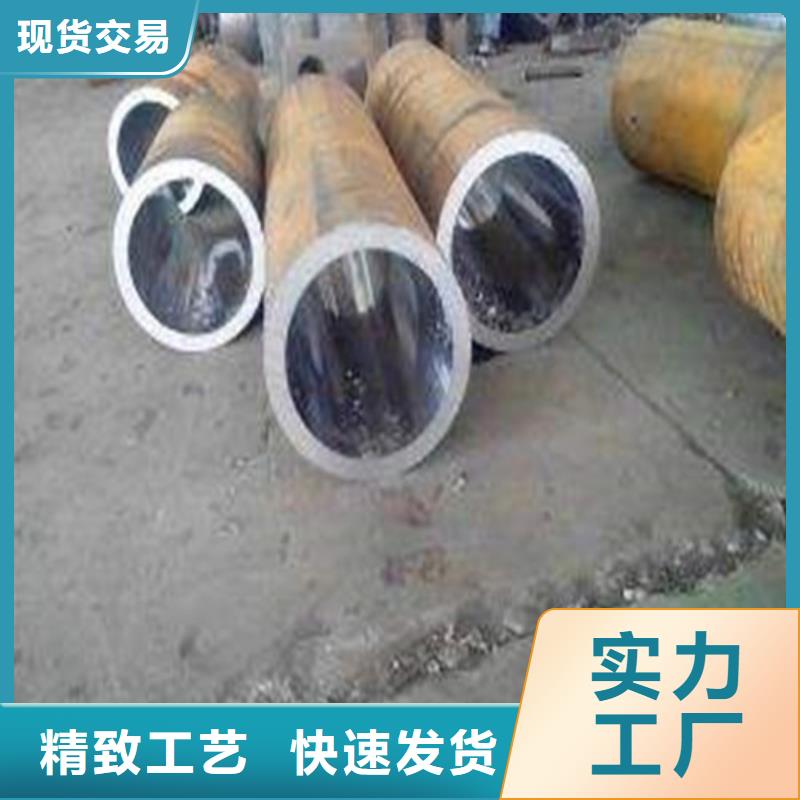
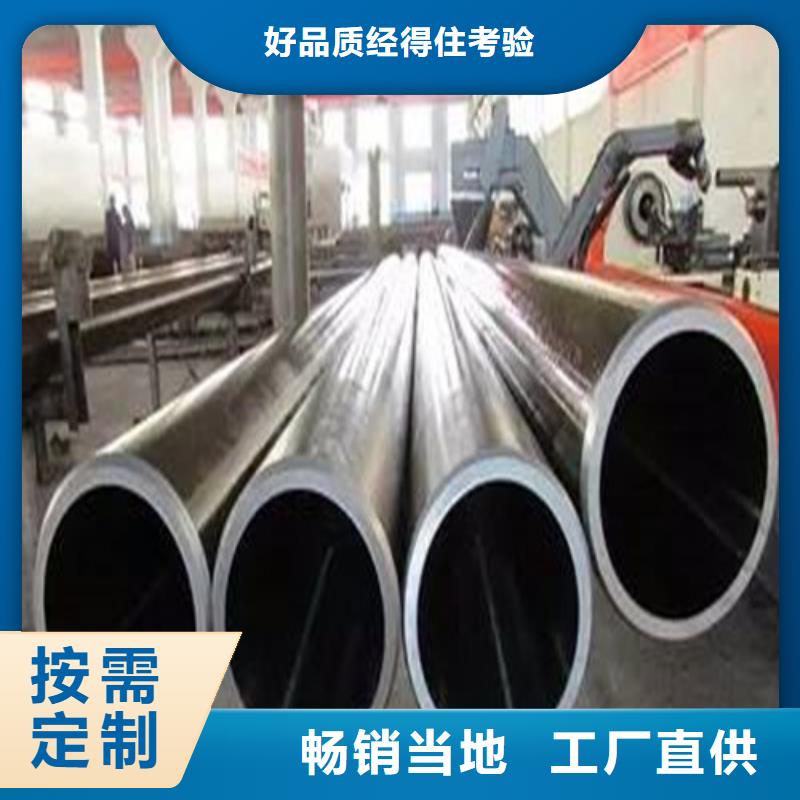
一分钟,了解产品的全部魅力!观看我们的汽缸管专业生产产品视频,为您的购买决策提供有力支持。以下是:汽缸管专业生产的图文介绍
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
内蒙古九冶管业有限公司业务覆盖全国市场。公司采用现代化经营管理模式运作,经过多年的发展,不断整合资源,逐步成为集贸易、加工、仓储、运输四位一体的公司。公司主要经营【绗磨管】。公司秉乘“以诚为先,以信待客”的公司宗旨,十多年来,努力奋斗,开拓进取,顺利完成了经营理念、管理体制、产品质量等方面的调整与组合,成功地实现了产品品牌化、经营诚信化、目标国际化,在【绗磨管】市场诠释了一个属于自己的全新概念。
内蒙古九冶管业有限公司长年专业从事生产、销售 绗磨管。专业性强、产品齐全、给客户提供合理的价格、优质的产品,真诚的服务理念、完善的服务体系。公司一贯坚持“质量di yi,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,以质量为保证、产品畅销全国。竭诚与国内外商家双赢合作!我们用激情与毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧开拓创新,用拼搏与汗水续写辉煌………诚为业之基,信为商之魂!
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。从上述分析可见,珩磨管的装配间隙对油缸质量至关重要,而装配间隙应以支承衬套来调整,才能符合实际要求而达到理想的作业效果。
今年在内蒙古购买汽缸管专业生产有了新选择,九冶管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的汽缸管专业生产产品。如需购买或咨询,请随时联系我们,联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园。