

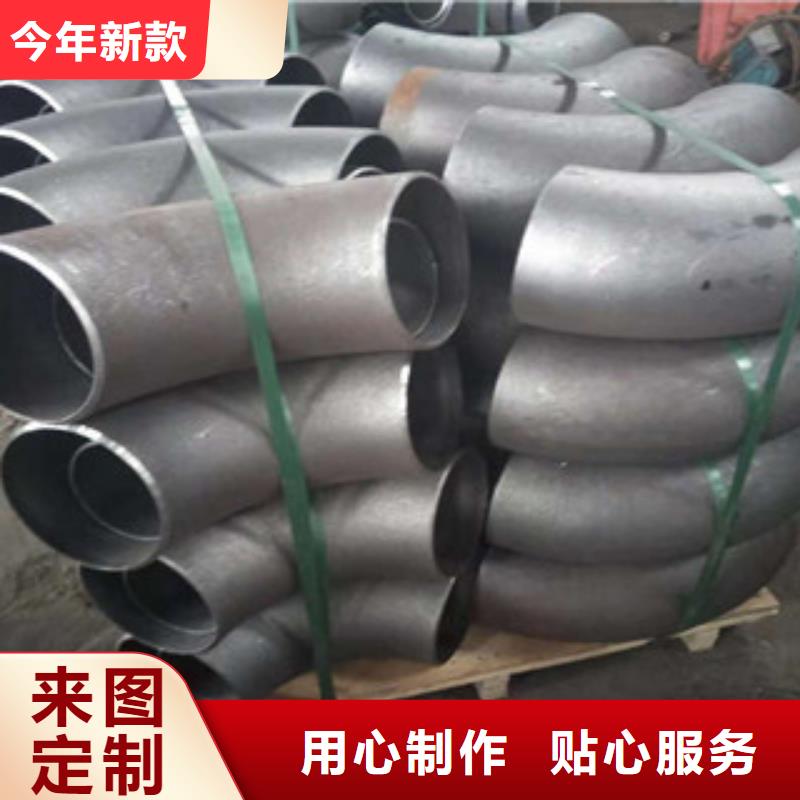

以下是:1200弯头生产厂家的产品参数
产品参数 产品价格 11 发货期限 协商 供货总量 99999 运费说明 1 品牌 河北博创 产地 河北 材质 碳钢 1200弯头生产厂家,博创管道装备有限公司为您提供1200弯头生产厂家,联系人:蒋彦博,电话:0317-6199111、13303177556,QQ:710809341,请联系博创管道装备有限公司,发货地:五里窑工业区发货到四川省 绵阳市 涪城区、游仙区、三台县、盐亭县、安县、梓潼县、平武县、江油市。 四川省,绵阳市 2022年,绵阳市实现地区生产总值(GDP)3626.94亿元,其中,产业增加值381.47亿元,第二产业增加值1514.33亿元,第三产业增加值1731.14亿元。三次产业结构为10.5:41.8:47.7。
简约而不简单,我们的1200弯头生产厂家产品视频将用直观的方式展示产品的核心价值。
以下是:1200弯头生产厂家的图文介绍
四川绵阳博创管道装备有限公司深耕于 焊接异径管系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支 焊接异径管技术过硬、检测、管理完善的生产和服务团队。始终把“客户,质量”作为公司的核心理念。
展望未来四川绵阳博创管道装备有限公司将继续发扬中国传统匠心精神,不忘初心,脚踏实地。努力把中国制造 焊接异径管推向世界。
局部减薄弯头的极限载荷研究
局部减薄是弯头常见的缺陷,但国内外对此类缺陷的研究主要针对直管,对弯头局部减薄的研究少有文献报道。本文通过详细的有限元计算和理论分析,研究了在内压和弯矩作用下局部减薄对弯头极限承载能力的影响,以及内压作用下多局部减薄的相互干涉效应和弯矩作用下直管对弯头极限载荷的加强作用,并进行了部分实验验证,得到了以下研究成果:用有限元方法对内压作用下局部减薄弯头的极限载荷进行了系统地分析和计算,得出局部减薄弯头的极限压力与局部减薄的直管不同,弯头的极限压力不仅取决于局部减薄大小,还与局部减薄位置和弯曲半径有关,如采用局部减薄直管的计算方法评定弯头,则会得出不或过于保守的结果;同时减薄宽度对极限载荷的影响也不可忽略。在有限元分析的基础上给出了局部减薄弯头极限压力的计算公式,公式计算结果与有限元计算和实验结果都相当吻合并偏,计算公式可以实际应用于局部减薄弯头的评定,补充了该项研究的空白。
生产碳钢弯头焊接工艺的主要性质
焊接工艺是根据生产性质、图样和技术要求,结合现有条件,运用现代化焊接技术知识和先进生产经验,确定出的碳钢弯头加工方法和程序,是焊接过程中的一整套技术规定。焊接工艺包括焊前准备、焊接材料、焊接方法、焊接顺序、焊接操作的佳选择以及焊后处理等。制定焊接工艺是焊接生产的关键环节,其合理与否直接影响产品制造质量、劳动生产率和制造成本,而且是管理生产、设计焊接工装和焊接车间的主要依据焊接工艺的核心内容是焊接方法,其发展过程代表了焊接工艺的进展情况。从1885年俄罗斯人发明了碳弧焊以来到目前为止,许多新的焊接工艺大量用于焊接生产,极大地提高了焊接生产率和焊接质量。随着现代工业生产的需要和科学技术的蓬勃发展,焊接技术进步很快,到现在焊接方法已发展到数十种之多。为了能正确选择和使用各种焊接方法,必须了解焊接的物理本质、分类、基本特点和使用范围。碳钢弯头的焊接,按其工艺过程的特点分为熔焊、压焊和钎焊三大类。
不锈钢弯头的安装须知:
1、安装前,必须详细核对不锈钢弯头各个标准,通经是否符合使用要求,运输过程所造成的缺陷,并不锈钢弯头的污垢,做好安装前的准备,一切准备就绪。
2、安装时,可将不锈钢弯头按连接方式直接装置在管路上,按照使用的位置进行安装。一般情况下,可安装在管路任意位置上,但需便于操作的检修,注意截止不锈钢弯头介质流向应是纵阀瓣下边往上流,不锈钢弯头中能水平安装。不锈钢弯头在安装时要注意密封性,防止出现泄漏现象,影响管道的正常运行。
3、不锈钢弯头阀门填料压盖的螺栓应均匀的拧紧,不应该压成歪状态,以免碰上阻碍的阀杆运到或造成泄漏。
4、不锈钢弯头的球阀、截止阀、闸阀使用时,只作全开或全闭,不允许做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋至上位置拧紧,既可阻止介质从填料出泄漏。
1200弯头生产厂家_博创管道装备有限公司,固定电话:13303177556,移动电话:0317-6199111,联系人:蒋彦博,QQ:710809341,五里窑工业区 发货到 四川省绵阳市。








