以下是:六角管量大价格从优的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 规格 14mm-400mm 材质 238 20# 35# 45# 16mn 40cr 工艺 冷拔 冷拉 表面 完好 产地 山东 六角管量大价格从优,淳源管业有限公司为您提供六角管量大价格从优产品案例,联系人:李广辉,电话:13156355310、15224212226,QQ:252796192,发货地:开发区辽河路东首发货到江西省 九江市 庐山市、浔阳区、武宁县、修水县、永修县、德安县、星子区、都昌县、湖口县、彭泽县、瑞昌市、共青城市。 江西省,九江市,庐山市 庐山市是江西省第二个以景区命名的县级市,原名星子县,源于五代十国杨吴大和年间所设星子镇,因镇南湖中有“落星石”而得名。庐山市历史悠久,城区南康镇为故南康军、路、府治所在地。
我们精心制作的六角管量大价格从优产品视频已经准备就绪,【解锁新品!】六角管量大价格从优产品视频,带你穿越新品体验之旅!以下是:六角管量大价格从优的图文介绍九江庐山淳源管业有限公司座落于开发区辽河路东首,公司主营产品 无缝钢管,产品质量取得了一致好评,产品销往全国各地。于此同时公司的技术团队正在研发各类矿用产品,我们以精良的品质,具有竞争力的价格,“一言九鼎,一诺千金”的合作态度,赢得了愈来愈大的市场份额。 公司以秉承“顾客至上,锐意进取”的经营理念,坚持“客户di yi”的原则,为广大客户提供优质的服务。欢迎广大客户惠顾!
六角钢管的压扁实验是什么意思?六角钢管厂
压扁试验,是用以检验六角钢管压扁到规定尺寸的变形性能,并显示其缺陷的一种试验方法。
在进行压扁试验时,将试样放在两个平行板之间,用压力机或其他方法,均匀地压至有关的技术条件规定的压扁距(用管子外壁压扁距或内壁压扁距,以毫米表示),检查试样弯曲变形处,如无裂缝、裂口或焊缝开裂,即认为合格。
试验焊接管时,焊缝位置应在有关技术标准中规定,如无规定时,则焊缝应位于同施力方向成90°角的位置。试验均在常温下进行,但冬季不应低于-10℃。
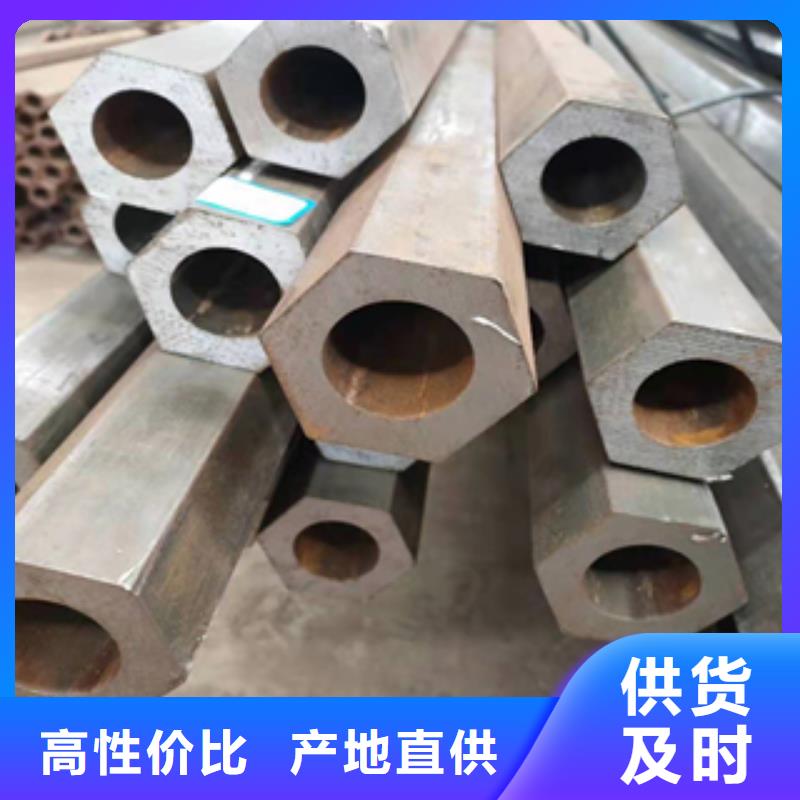
异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,六角管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。
六角管一般是根据断截面来区分的,按材料来说又可分为无缝钢管六角管,铝合金六角管,塑料六角管。下面主要介绍一下钢管六角管。
钢管六角管可分为椭圆形六角钢管、三角形六角钢管、六角形六角钢管、菱形六角钢管、八角形六角钢管、半圆形异型钢圆,不等边六角形六角钢管、五瓣梅花形六角钢管、双凸形六角钢管、双凹形六角钢管、瓜子形六角钢管、圆锥形六角钢管、波纹形六角钢管。
六角无缝钢管用途将管坯送入钢管生产机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使六角管的焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,2.如间隙过小则造成邻近效应增大,焊接热量过大,造成六角管焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
冷拔无缝钢管具备了货币学派理论假设的环境和条件处于超过潜在增长率的两位数的高增长时期,并且外汇储备开始快速积累,被动结汇造成货币持续发行,冷拔无缝钢管具备了货币学派理论假设的环境和条件。
在经济恢复稳定增长后,根据信息中心的计算,现阶段中国经济的潜在增长率,也就是所谓全要素增长率,大概在9%~10%。当中国经济增长稳定在9%或者10%的水平上三四个季度以后,就不要再刻意推动经济更高水平的增长,否则价格水平上涨,通胀风险就不可避免。随着经济的稳定增长,价格水平会随之呈上涨态势,特别是在翘尾因素的影响下,价格水平非常容易接近政府过去设置的4%的可控通胀水平,这就很容易强化通胀预期。推动经济更高增长的过程,就将成为不断使通胀预期得到强化的过程。
从1950年代市场是一个货源充足,供需双方是一个充分均衡的情况下实际上是以现货贸易为主。到了60年代日本是资源极度匮乏的,70年代人均消费达到峰值的时候,铁矿石的自给能力严重不足所以向澳大利亚进口。到了70年代欧美的钢材也借鉴日本的经验,开始跟主要的铁矿石厂商开始谈判,同时改签长期合约为短期合约,到80年代铁矿石谈判机制基本稳定,一直延续到2007年,主要是在全球三大铁矿石生产商和亚洲,欧洲的主要钢铁企业之间进行。04年中国的宝钢作为中国的钢企代表进行谈判,谈判的模式就有首发跟进,也就是说两个概念。到了08年现货价格高于长协,矿石企业开始寻找更加灵活的定价方式。2001年季度定价又开始往前走,影响长协90%左右的价格。
山东六角钢管厂对Φ100穿孔机组,穿孔、二次穿孔(延伸)、冷拔和均整4个拔制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与拔制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与拔制线的同心度。
③拔管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,拔管时应拔制两道,道次之间应将荒管翻转90°。
④均整过程能基本上对称性壁厚不均,但对螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤李广辉变换是研究斜拔过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
选购六角管量大价格从优来九江市庐山市找淳源管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李广辉-15224212226,{QQ:252796192},地址:[开发区辽河路东首]。