
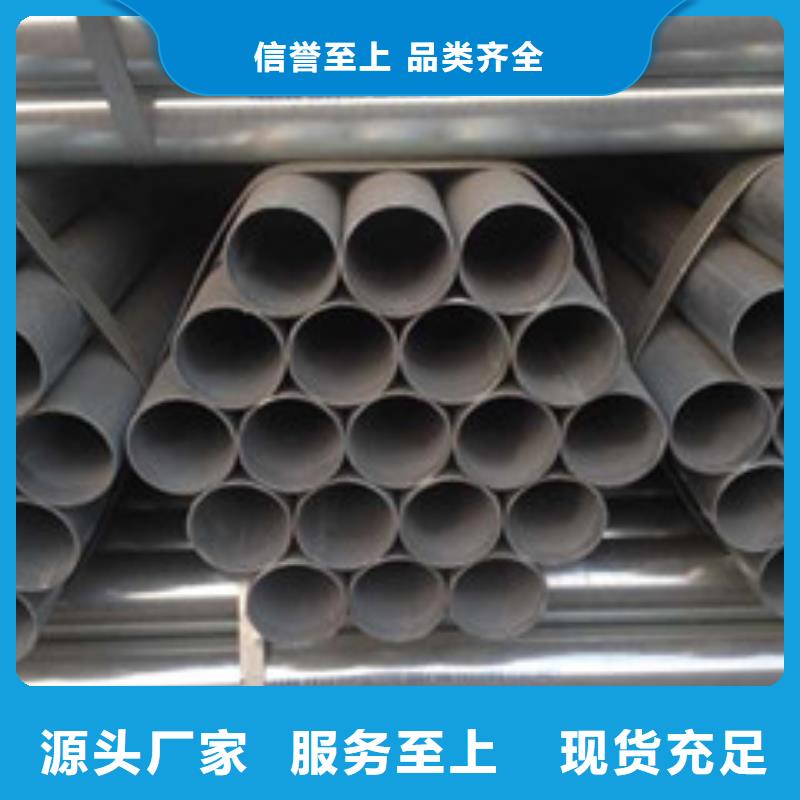
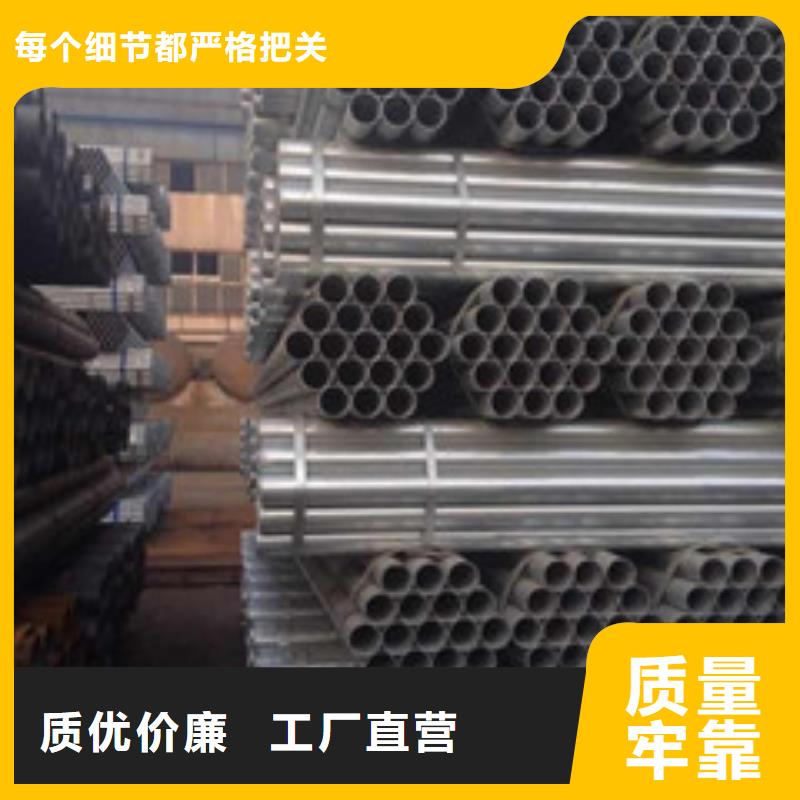
以下是:厚壁镀锌钢管的产品参数
材质 Q235B 产地 天津 规格 89*4.75 类型 钢管 颜色 镀锌 品牌 友发,华岐,正元.... 型号 圆口 可定制 是 厚壁镀锌钢管,天钢友联管道科技有限公司为您提供厚壁镀锌钢管的资讯,联系人:周经理,电话:022-8491-4015、15163551486,QQ:2163417169,发货地:大邱庄镇源通大厦B座203发货到浙江省 金华市 婺城区、金东区、武义县、浦江县、磐安县、兰溪市、义乌市、东阳市、永康市。 浙江省,金华市 金华市,古称婺州,是浙江省辖地级市,长江三角洲中心区城市,位于浙江省中部,东邻台州市,南毗丽水市,西连衢州市,北接绍兴市、杭州市,总面积10942平方千米。地处金衢盆地东段,为浙中丘陵盆地地区,地势南北高、中部低,属亚热带季风气候,四季分明,雨量充沛;截至2021年底,全市下辖2个区、3个县,代管4个县级市,市政府驻婺城区。截至2022年末,全市常住人口712.7万人。
精心打磨的产品视频已准备就绪,它将带您深入厚壁镀锌钢管的魅力世界,让您重新发现产品的无限可能。以下是:厚壁镀锌钢管的图文介绍
装出料机都是由一个固定的钢架和安装在钢架上的操作小车组成, 操作小车又由带有夹 钳的机械臂的装置组成。操作小车的运动用电机驱动,夹钳用液压缸开闭,所有暴露在 炉膛高温下的机械部件都采用水冷,装有绞盘,在紧急情况下把机械臂从炉内退出。 为了使夹钳夹管坯平稳, 行程为 7600mm,且出料机夹钳可以左右摆动。扒渣机设在装 料机之间负责扒除炉底氧化铁皮积渣。 2) 动作描述 装出料机可以同步工作,也可以分别工作,所有动作都是由液压传动来完成的。装出料 机的动作可以近似看为一个矩形, 机械臂 前进 下降 夹钳打开 (夹紧夹钳) 3) 后退 技术参数: 起重能力:1040kg 运行速度:>1m/s 运送行程:7600mm 动作频率:180 次/小时 2 炉底装置 1) 结构 环形炉的中枢部分是在炉底结构。 转动炉底是由一个型钢制成的双层钢架, 上下两层钢 架之间不是紧固连接的。上层钢架承载炉底耐火材料,下层钢架的横断面呈梯形,可把传动 设备、支撑辊、定心辊布置在炉底两侧,有利于设备的更换和维修。 2) 转动机械 环形炉通过均匀分布在炉底圆周上的两台液压马达销轮和柱销装置驱动, 柱销安装在炉 底下层钢架的外环侧。 炉底可以反向转动, 通过液压靠紧装置可以保持传动销轮和柱销之间 始终能良好的咬合。 表 3-1 每步转动距离 mm 炉内根数 每步周期(小)S 布料排数 3 1) 定心辊和支撑辊 定心辊 为了使炉底以一个固定中心转动,采用了水平定心辊来实现定心,即沿圆周设有 12 组 321.4 313 20 单排或交错
带弹簧压紧装置的弹簧式定心辊。 定心是从内环方向向外顶住炉底下层钢架来实现。 定心力 的大小通过调节弹簧的压力来实现。 2) 4 支撑辊 整个炉底由 96 个锻钢滚轮支撑。 炉门开闭机械 装料门、出料门和清渣门用加筋的钢结构制成,内衬以浇注料,传动采用液压缸,炉门的开闭与装、出料机操作连锁。
浙江金华天钢友联管道科技有限公司坐落于大邱庄镇源通大厦B座203。本公司主营产品 焊管。在新的世纪,我公司将秉持“以人为本,追求品质”的企业精神,不断进取,勇于创新,在全球经济一体化的大潮中,向更高的目标迈进!我们热忱欢迎各界朋友惠顾、合作,为了共同的事业携手并进,共创辉煌。我们坚持“诚信为本,信誉*上,服务用户,回报社会”的原则,建设以管理为基础,以用户为核心,以科技为先导,以改进为动力的质量、信誉型企业。期待您的合作。本厂一贯倡导“科技为先开拓创新”的经营理念,重视产品的开发。
环形炉在热轧生产线中的作用是将管坯锯锯切之后的合格定尺管坯由常温 (20℃) 加热 到 1280±5℃以供穿孔机组进行穿孔工序。环形炉是目前世界上用于加热圆管坯的理想的 工业炉炉型。 此炉型的特点是炉底呈环形, 在炉底驱动装置的作用下承载管坯由入料端旋转 至出料端, 再由出料机从出料炉门将加热好的管坯取出。 在管坯随炉底运动过程中通过炉墙、 炉顶等处的烧嘴加热达到合格的出料温度,并满足温度均匀性要求。 为了达到理想的加热质量, 从热工控制上将炉子从圆周方向上分成若干控制区, 依次形 成预热段、加热段、均热段,各段亦可再分若干控制区以提高控制精度,例如我厂环形炉就 分成 7 个控制区,预热段一个控制区,加热段四个控制区,均热段一个控制区, 一个出 料区。各控制区按不同的温度进行控制,实现对管坯的合理加热,达到要求的加热质量。各 区的基本加热设备是烧嘴,烧嘴将助燃空气、燃料按合理的比例(空燃比)混合燃烧形成火 焰加热管坯。 其中燃料由管道系统供送, 助燃空气是由鼓风机 (助燃风机) 经由换热器加热, 再由空气管道分配至各区烧嘴参与燃烧。 而温度的调节由自动化控制系统通过调节管道上的 阀门开度实现燃料及配风的流量来实现。而燃料燃烧产生的烟气通过烟囱排入大气。炉底、 炉墙、烟道、烟囱等是由耐火材料砌筑而成的,以达到保温节能的效果。 与其它的炉型相比,环形炉具有以下优点: ★环形炉适合加热圆管坯, 并能适应各种不同直径和长度的复杂坯料组成, 易于按管坯规 格的变化调整加热制度。 ★管坯在炉底上间隔放置,坯料能三面受热,加热时间短,温度均匀,加热质量好。 ★管坯在加热过程中随炉底一起转动, 与炉底之间没有相对运动和摩擦, 氧化铁皮不易脱落。 炉子除装出料门外无其它开口,严密性好,冷空气吸入少,因而氧化烧损较少。 ★炉内管坯可以出空,也可以留出不装料的空炉底段,便于更换管坯规格,操作调度灵活。 ★装料、出料和炉内运转都能自动运行,操作的机械化和自动化程度高。 环形炉的缺点是:炉子是圆形的,占用车间面积较大,平面布置上比较困难;管坯在炉 底上呈辐射状间隔布料,炉底面积的利用较差,单位炉底面积的产量较低。 目前,国际上 DALMING 厂环形炉中径为φ46m。ALGOMA 厂环形炉中径为φ36m, 国内宝钢环形炉中径为φ35m,成都无缝厂环形炉中径为φ20m,包头无缝厂环形炉中径为 φ35m,我厂一套环形炉中径φ48m,这些都是环形炉在无缝钢管厂使用的一些例证。 我厂管坯加热采用环形炉,中径 33.25m,年加热管坯量约为 50 万吨,造价近 4000 万人民 币。 3.2.1.1 1 布置 环形炉在生产线中的布置和作用
环形炉为高架布置,座落在+5m 平台上。炉体在 A-B 跨和 B-C 跨内,占据着两个跨。 从纵向看在 3 柱和 6 柱之间。 连铸管坯经冷锯切割成定尺管坯后, 管坯经由运输设备送至炉 子装料机夹钳下方, 装料机夹钳夹起管坯装入炉内。 加热好的管坯用出料机从炉内取出送至 穿孔工艺工序。 2 作用 轧管厂设置一座管坯加热炉,供连铸圆坯轧制前加热。
1) 生产任务 管坯规格:
钢坯管坯加热工艺
31
直径(mm);200
210长度(mm):1122~4200 单重(kg): 1040 注:管坯材质为低合金钢、合金钢。 2) 工艺要求 管坯加热温度:1260~1280℃ 允许温差:±5℃ 3.2.1.2 环形炉基本尺寸
炉底中心平均直径:33250mm 炉膛内部宽度:4800mm 炉底宽度:4350mm 炉膛高度:1800mm 装出料炉门夹角:14.47。 有效炉底面积:600.85m2
一般来说,管子的直径可分为外径、内径、公称直径。管材为无缝钢管的管子的外径用字母D来表示,其后附加外直径的尺寸和壁厚,例如外径为108的无缝钢管,壁厚为5MM,用D108*5表示,塑料管也用外径表示,如De63,其他如钢筋混凝土管、铸铁管、镀锌钢管等采用DN表示,在设计图纸中一般采用公称直径来表示,公称直径是为了设计制造和维修的方便人为地规定的一种标准,也较公称通径,是管子(或者管件)的规格名称。管子的公称直径和其内径、外径都不相等,例如:公称直径为100MM的无缝钢管邮102*5、108*5等好几种,108为管子的外径,5表示管子的壁厚,因此,该钢管的内径为(108*5-5)=98MM,但是它不完全等于钢管外径减两倍壁厚之差,也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,在设计图纸中所以要用公称直径,目的是为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连接尺寸,公称直径采用符号DN表示,如果在设计图纸中采用外径表示,也应该作出管道规格对照表,表明某种管道的公称直径,壁厚。
. 管子系列标准
压力管道设计及施工,首先考虑压力管道及其元件标准系列的选用。世界各国应用的标准体系虽然多,大体可分成两大类。压力管道标准见表3。法兰标准见表4。表3 压力管道标准
分 类
大外径系列
小外径系列
规格
DN-公称直径
Ф-外径
DN15-ф22mm,DN20-ф27mm
DN25-ф34mm,DN32-ф42mm
DN40-ф48mm,DN50-ф60mm
DN65-ф76(73)mm,DN80-ф89mm
DN100-ф114mm,DN125-ф140mm
DN150-ф168mm,DN200-ф219mm
DN250-ф273mm,DN300-ф324mm
选购厚壁镀锌钢管来浙江省金华市找天钢友联管道科技有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:周经理-15163551486,{QQ:2163417169},地址:[大邱庄镇源通大厦B座203]。












