

以下是: 水冷壁防磨喷涂 喷涂工艺精湛的产品参数
产地 北京 材质 SAM、DM 、45CT 、SOR、JP-99 、PS45 品牌 `赛亿科技、佳倍德、廊桥 水冷壁防磨喷涂 喷涂工艺精湛,神腾防腐工程有限公司为您提供 水冷壁防磨喷涂 喷涂工艺精湛的资讯,联系人:吕经理,电话:13863572092、13963542828,QQ:405193138,发货地:开发区发货到吉林省 长春市、吉林市、四平市、辽源市、通化市、延边市。 吉林省 2022年,吉林省地区生产总值13070.24亿元,按可比价格计算,比上年下降1.9%。其中,产业增加值1689.10亿元,第二产业增加值4628.30亿元,第三产业增加值6752.84亿元。
我们精心制作的 水冷壁防磨喷涂 喷涂工艺精湛产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是: 水冷壁防磨喷涂 喷涂工艺精湛的图文介绍
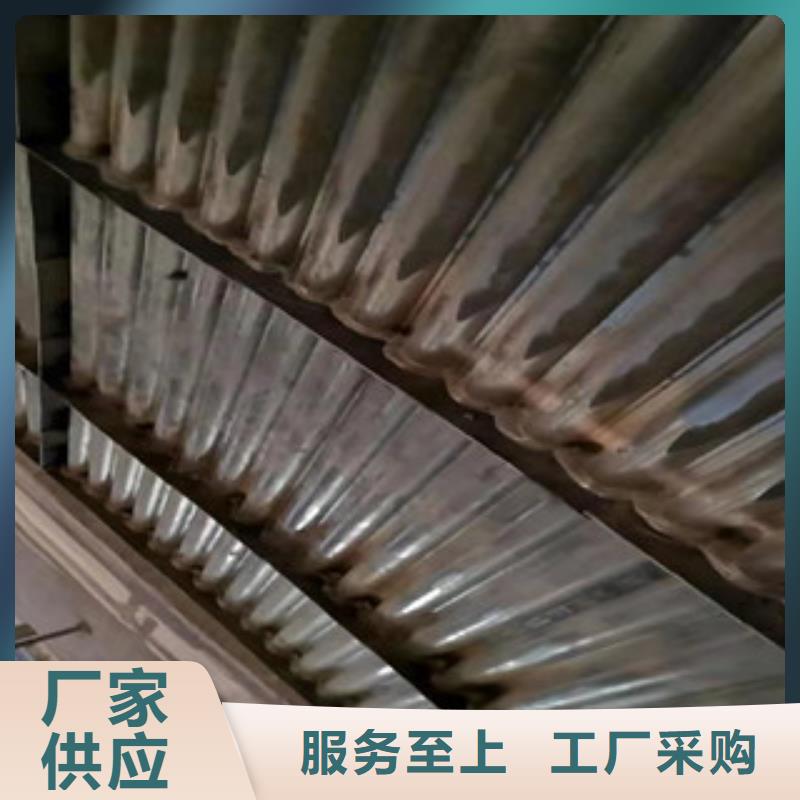
电厂循环流化床锅炉喷涂防磨层工艺流程 喷涂工艺如下:
1 、 喷砂打磨 喷涂前的基体表面必须清洁、 无油污、 且须达到清洁和毛化要求。 喷砂打磨的目的是使锅炉 ” 四管 ” 表面呈灰白色的金属外观和均匀粗化。 A 、净化处理要求 使表面清洁度达到 GB8923 — 88 《涂装前钢材表面锈蚀等级和除锈等级》规定的 Sa3 级,且干燥、无灰尘、无油污、无氧化皮、无锈迹。喷砂处理结束后再进行管壁表面的检查,如有缺陷及 时修补。 B 、粗化处理要求 使其表面粗糙度达到 GP11373 — 89 《热喷涂金属表面预处理通则》规定的 RZ60 — 80μ m 。喷砂磨粒选用清洁干燥有锐棱角的,抗碎能力强。磨料粒度: 1.2 — 2.0mm 。可以达到对表 面进行仔细的清理及有效的表面毛化,提高喷涂结合强度的目的。 2 、防腐蚀喷涂 使用超音速电弧喷 涂技术对锅炉 “ 四管 ” 进行喷涂,喷涂材料为镍铬钼合金及 L× 88A 合金,设计喷涂厚度 0.8~1.0mm 。喷涂表 面达到均匀、致密。 A 、喷涂底层〈自粘结涂层〉为了进一步提高涂层与基体的界面结合强度,又为后续 涂层提供一个较为粗糙的喷涂表面,选用热喷涂专用打底材料,采用高速电弧喷涂工艺粘结涂层厚度控制 在 0.03mm 左右。 B 、喷涂工作层喷涂完粘结底层后必须在一小时内喷涂工作层,工作层要求深层致密 . 颗 粒细小应尽量避免合金元素烧损,在保证正常喷涂的情况下,电弧电压,电弧电流则越低越好。 喷砂 后的锅炉 “ 四管 ” ,应尽快进行喷涂,其间隔时间越短越好,在晴天或不潮湿的天气,间隔时间不可超过 12 小时,在雨天、潮湿或含盐雾气氛下,间隔时间不超过 2 小时。喷涂必须在如下条件下实施:环境大气高 于 5 ℃或基体金属的温度至少比大气露点高 3 ℃,在雨天、潮湿或含雾的气氛中,喷涂操作必须在室内或 工棚棚中进行。 3 、 喷涂层的封孔处理 对于防腐喷涂,必须加封孔剂,以避免腐蚀物质通过涂层的孔隙往里面渗入,直接腐蚀母材,或间接减少 防腐涂层的有效厚度。 采用 810 耐高温专用封孔剂进行封孔处理, 喷涂后采用喷涂方法覆盖在涂层上面。 4. 、 现场检测 喷涂完成后,应进行外观检查,涂层表面致密、均匀、颗粒细小,不允许有起皮、鼓泡、大溶滴、裂纹、 掉块及其他影响涂层使用的缺陷。使用日本原装进口的磁性涂层测厚仪进行现场实测,厚度达到要求,可 以保证工程质量
山东神腾防腐工程有限公司
吉林神腾防腐工程有限公司自成立起便将严谨的工作态度注入公司企业文化中,在 锅炉喷涂产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 锅炉喷涂产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 锅炉喷涂渠道,满足客户需求,公司真诚邀请国内各区域用户合作。
锅炉热喷涂的工艺及注意事项
1、喷涂性能要求不高、使用环境无特殊要求,且喷涂材料熔点低于2500℃,可选择设备简单、成本较低的氧-乙炔火焰喷喷涂工艺。如一般工件尺寸修复和常规表面防护等; 2、喷涂性能要求较高。工况条件较恶劣的贵重或关键部件,可选用等离子喷涂工艺。相对于氧乙炔火焰喷涂来讲,等离子喷涂的焰流温度高,溶化充分,具有非氧化性,涂层结合强度高,空隙率低; 3、涂层要求具有高结合强度、极低空隙率时,对金属或金属陶瓷涂层,可选用高速火焰喷涂工艺;对氧化物陶瓷涂层,可选用高速等离子喷涂工艺。 行业专家认为山东锅炉热喷涂工艺需要注意一下几点: 1、根据工件的材料、技术要求及工作条件等选用基层及工作层用材料。选料时参阅其他有关资料。一般情形,薄涂层选用细粉,厚涂层选用粗粉。 2、零件喷涂的主要目的大都是补偿磨损尺寸。一般,喷涂后必须机械加工达到尺寸和形位精度要求,因此确定涂层厚度时应考虑加工余量,并考虑喷涂后工件热态与冷态的尺寸差异。补偿层厚度以0.4~1mm为宜,局部厚度应3mm。加工余量一般可取0.40.8mm。对于工件磨损量小,只喷涂自粘结复合材料,其厚度应0.3mm。 3、以涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。这些参数除参考有关资料外,应注意积累经验数据
山东神腾防腐工程·石油化工储罐防腐工程
· 钢桥、矿井、建筑钢构防腐工程
· 船舶、管道、混凝土结构、公路、铁路、码头、市政建设等长效防腐工程
· CFB循环硫化床锅炉受热面、卫燃带、水平烟道、悬风分离器、尾部烟道、热喷涂耐磨、耐蚀涂层施工
· 煤粉炉受热面(水冷壁、吹灰器、高过热器、省煤器)热喷涂耐磨、耐蚀涂层施工
· 脱硫烟道热喷涂搞S02腐蚀涂层施工
· 各类风机叶轮、各类电力机械设备磨损、腐蚀的修复和表面强化
· 钢铁行业转炉烟罩、烟道、防高温、冲蚀喷涂涂层施工
· 提供热喷涂技术、喷锌、喷铝、喷不锈钢、喷铜等技术咨询和服务
您是想要在吉林省采购高质量的 水冷壁防磨喷涂 喷涂工艺精湛产品吗?神腾防腐工程有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的 水冷壁防磨喷涂 喷涂工艺精湛产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:吕经理-13963542828,QQ:405193138,地址:《开发区》。













