以下是:翅片管加工免费的产品参数
产品参数 产品价格 电议 发货期限 双方议定 供货总量 大量 运费说明 7天 名称 翅片管 规格 齐全 材质 20# 304 q235b 产地 聊城 仓库地址 浩泽库 计重方式 米计 可定制 是 品牌 浩泽 用途 换热系统 应用场所 锅炉 电站 翅片管加工免费,浩泽物资有限公司为您提供翅片管加工免费的资讯,联系人:周经理,电话:0635-8876891、13563000517,QQ:951556567,发货地:大东钢管产业园发货到安徽省 滁州市 琅琊区、南谯区、来安县、全椒县、定远县、凤阳县、天长市、明光市。 安徽省,滁州市 2022年,滁州市实现地区生产总值3610.0亿元,其中,产业增加值301.5亿元,第二产业增加值1808.0亿元,第三产业增加值1500.5亿元,三次产业结构为8.3:50.1:41.6,按常住人口计算,人均地区生产总值89800元。
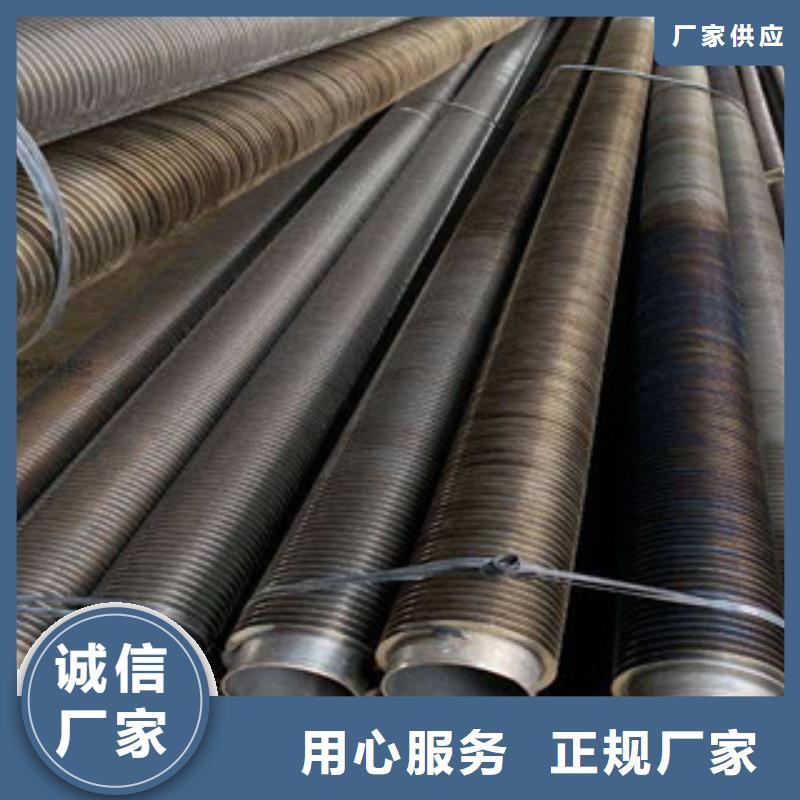
想要一睹翅片管加工免费产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。以下是:翅片管加工免费的图文介绍安徽滁州浩泽物资有限公司提倡“团结进取,发展创新”,发展企业规模、完善自身素质,吸取新的先进技术,在 翅片管产品质量、价格及售后服务方面真诚与广大客户合作。 公司自成立起,本着“平等互利、互惠发展”的原则,赢得广大客户的青睐和厚爱。我们在产品质量上严格把关,在售后服务上24小时热线服务确保为您的生产提供方便。 我们以优质的服务,平实的价格真诚期待您的光临!
翅片管的传热过程
这儿讲的“传热”不是通俗的对传热现象的一般称呼,而是一个专有名词。传热的定义是:热量从热流体经过管壁传给冷流体的过程。如下一小节的附图所示。传热过程由三个分过程组成:过程1:
热量Q(W或KW)由热流体传给管壁(管内壁),这一过程属“对流换热”,其对流换热系数为hi (W/(㎡·oC))。(此后,角标“i”代表“内部”,角标“o”代表“外部”,而角标 “w”代表管壁。),这一对流换热过程对应的温差为(Ti-Twi),此处,Ti为管内流体温度,Twi为管内壁温度。
过程2:热量Q从管子内表面传给管外表面,因为热量是在固体内部传递,这一过程叫“导热” 或“热传导”。此过程对应的温差为(Twi- Two)。
程3:热量Q从管外表面传给管外冷流体的过程。这一过程属“对流换热”,对应的温差为(Two- To), 其对流换热系数为h o . 应当指出的是,此处,Two是基管的外表面温度,因此,ho是以基管外表面积为基准的换热系数。之前讲述了翅片管外表面为基准的换热系数h 的计算。两个换热系数ho和h的换算关系:ho= h×β×η
式中,β为翅化比,即加翅片后面积扩大的倍数;η为翅片效率,是小于1的数;
提高换热器换热性能的途径传热方程是Q = KAΔt,很多研究者研究的主题方向是提高传热系数K。对强制循环空气冷却器,采取有效措施降低空气侧的传热热阻或在制冷剂侧采用选择供液方式,控制供液量,或采用传热管可明显提高传热系数。另外提高流体的流速可以增大传热系数,但流动阻力也相应增大,因此通过增大流体的流速以增强传热系数K 有一定的限度。此外增强传热可通过增加传热面积实现,但增加传热面积不应靠加大整体设备的尺寸来实现,而应从设备的自身结构来考虑。
增加传热面积总体上分为两种途径:管外表面的扩大和管内表面积的扩大。
目前管外表面积的增加主要是在管外加翅片或扩展表面即肋化表面,它是通过附加肋片扩大传热面积来减少对流换热热阻,从而达到强化传热的目的。

可通过下列途径来增大设备单位体积的有效传热面积:
①传递面采用扩展面,如在对流传热系数较小一侧的热传递表面上附加翅片、筋片、销钉等;
②增大原有热传递表面,如将表面处理成憎水性覆盖层、多孔性覆盖层、双波纹状管等
③在换热器中管子的强化方面主要是异型管的开发,从而达到增加传热面积的目的。异型管的种类包括螺旋槽纹管、横纹槽管、缩放管、波节管、旋流管、粗糙表面管、螺旋扁管。
管式炉对流室炉管内介质的传热系数一般都远大于管外烟气的传热系数。钉头管和翅片管就是用来强化管外对流传热的。为了避免过多积灰而影响传热效果,除必烧油和油气混烧时应设置吹灰器外,还应按照表-1的使用范围正确选用钉头管或翅片管。必须说明的是对流室烟气入口处的2-3排炉管,既接受辐射室的辐射传热,又吸收高温烟气的对流传热,炉管表面热强度很高,有时甚至超过辐射管的热强度。这两三排炉管通称为遮蔽管,只能采用光管,而不得采用钉头管和翅片管。
表1 钉头管和翅片管使用范围
表2 钉头和翅片材料高使用温度
钉头管和翅片管制造完毕后应进行强度水压试验,由于钉头和翅片与炉管焊接时可能损伤炉管外壁,因此计算钉头管和翅片管的水压试验压力时,管壁厚度应减去一个减薄的厚度δ:埋弧火花焊钉头管δ=3mm;高频焊翅片管δ=1.5mm。
翅片管加工免费,浩泽物资有限公司专业从事翅片管加工免费,联系人:周经理,电话:0635-8876891、13563000517,QQ:951556567,发货地:大东钢管产业园,以下是翅片管加工免费的详细页面。