
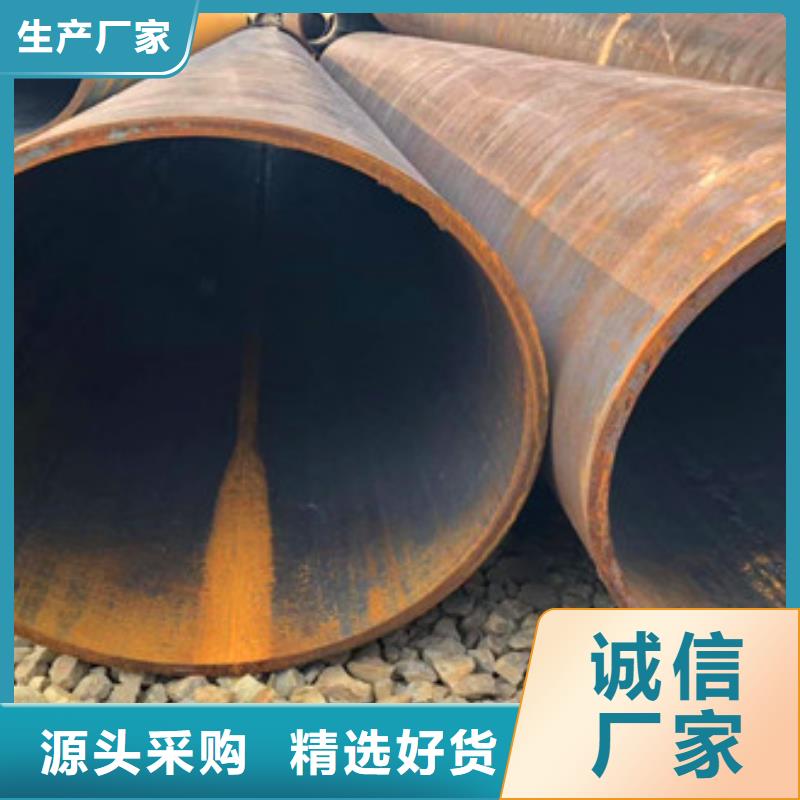
【无缝钢管】无缝厚壁管细节决定品质视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:【无缝钢管】无缝厚壁管细节决定品质的图文介绍

焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。 20世纪 30 年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。
焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加 30~ ,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。


钢管分为 无缝钢管和焊接钢管。无缝钢管生 产过程是将实心管坯或钢锭穿成空 心的毛管,然后再将其轧制成所要 求尺寸的钢管。采用的穿孔和轧管 方法不同,就构成了生产无缝钢管 的不同方法。焊接钢管生产过程是 将管坯(钢板或带钢)弯曲成管状, 再把缝隙焊接起来成为钢管。因采 用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。
无缝钢管主要用热轧法生产。 挤压法主要用于生产难穿孔的低塑 性高合金钢管或异型钢管和复合金 属管。冷轧和冷拔法可将热轧管继 续加工成小直径和薄壁的钢管。焊接钢管工艺过程简单、生产 效率高、成本低、产品品种日益扩 大。无缝钢管和焊接钢管主要生产 方法见表1、2。
表1 无缝钢管和焊接钢管生产方法
| 生产方法 | 基 本 工 序 | ||
| 穿 孔 | 轧管 | ||
| 热 轧 法 | 在自动轧管机组上 轧制 | 圆管坯在二辊式穿孔机 上穿孔 | 在带回送辊的二辊式轧 管机上带短顶头轧制 |
| 在周期轧管机组上 轧制 | 圆钢锭或管坯在二辊式 穿孔机上穿孔; 方形或多角形钢锭在水 压机上穿孔 | 在带变断面孔型的周期 轧管机上带长芯棒轧制 | |
| 在连续式轧管机组 上轧制 | 圆管坯在三辊或二辊式 穿孔机上穿孔; 连铸方坯或方钢锭在二 辊式压力穿孔机上穿孔 | 在7~9架连轧管机上长 芯棒轧制; 附带张力减径机 | |
| 在三辊轧管机组上 轧制 | 圆管坯在二辊式穿孔机 上穿孔; 连铸坯在三辊式穿孔机 上穿孔 | 在三辊式斜轧机上带长 芯棒轧制 | |
| 在延伸轧管机组上 轧制 | 在二辊式穿孔机上穿孔 | 在带圆盘形拉力导辊的 二辊斜轧机上带长芯棒 轧制 | |
| 在行星式轧管机组 上轧制 | 采用铸造空心管坯 | 在行星式轧管机上轧制 | |
表2
| 生产方法 | 基 本 工 序 | ||
| 穿 孔 | 轧管 | ||
| 顶管法 | 在水压机上冲成杯形毛 管 | 在顶管机上顶制 | |
| 挤压法 | 管坯加热后在挤压机上 挤压成型 | 可继续轧制或拔制 | |
| 冷轧法 | 用热轧管料在冷轧管机 上轧制 | ||
| 冷拔法 | 用热轧或冷轧管料在冷 拔机上拔制 | ||
| 炉 焊 | 链式炉焊 | 加热的管坯通过焊管模 成型 | 成型同时焊接 |
| 连续炉焊 | 加热的管坯在辊式成型 焊接机上弯曲成型 | 成型同时焊接 | |
| 电 焊 | 电阻焊 | 在辊式成型机上连续弯 曲成型 | 在电阻焊管机上焊接 |
| 电弧焊 | 在压力机上压制成型或 在辊式弯曲机上卷曲成 型(直缝),在成型机上连 续弯曲成型(螺旋缝) | 在埋弧自动焊管机上焊 接 | |
| 电感焊 | 在辊式成型机上连续弯 曲成型 | 在电感焊管机上焊接 | |





天祥钢管有限公司夯实的 四川甘孜球墨铸铁管技术服务团队为您提供及时的售前培训,售中咨询,售后服务,确保您的项目成功。全程质量监控, 四川甘孜球墨铸铁管产品有保障, 严格按照技术研发中心的技术要求为您提供优良的 四川甘孜球墨铸铁管产品。



