



商品细节



安装方法

复合管护栏使用的不锈钢复合管焊接时可能会出现的问题?
不锈钢复合管的结构有其特殊性, 从结构上看, 不锈钢复合管(内衬) 层厚度在 1.0-3.0mm 左右, 碳钢基层在
2.0-50mm 左右, 复层比基层长出 1-3mm,不锈钢复合管的基层和复合层是通过内挤外压达到紧密接触而满足一
定的剪切强度要求,在两个接触面的空间还可能存在空气、水分和油污等杂质。
在现场不锈钢复合管封底焊时,由于不锈钢复合管内衬层厚度薄; 加上管子存在椭圆度, 用机加工去掉基层而保留
1-3mm 的内衬层难度很大; 不锈钢复合管焊接时内衬层极易烧穿。
不锈钢复合管焊接时基层与内衬层之间的杂质受热会分解为水蒸气和 CO2 气体, 在熔池内产生大量气体, 严重时
发生爆裂破坏熔池。
不锈钢复合管焊接的特殊性对焊工的要求也更高, 由于内衬不锈层薄, 使本来比较难焊接的不锈钢复合管操作更难
, 容易造成烧穿, 留有微小开放型缩口; 不锈钢层太薄,在基层碳钢焊接时,同样容易造成烧穿,从而造成不锈钢
复合管碳钢基层的加速腐蚀。
不锈钢复合管焊接结构的特殊性使焊接完成的不锈钢复合管检验也存在更大的困难,常规的复合板焊接, 可以先焊
基层, 待基层检验合格后焊接过渡层, 后焊接耐蚀层, 从焊接材料和工艺参数的选择容易保证耐蚀层的性能。而
不锈钢复合管由于内部空间小,接触介质的根部焊道必须先焊接, 该层焊道不可避免的受到多次加热,其耐蚀性受
到影响。
不锈钢复合管现场施工中不可能单独对不锈钢层进行检验, 而对全厚度的 X 射线检验又很难判断缺陷的具体位置。
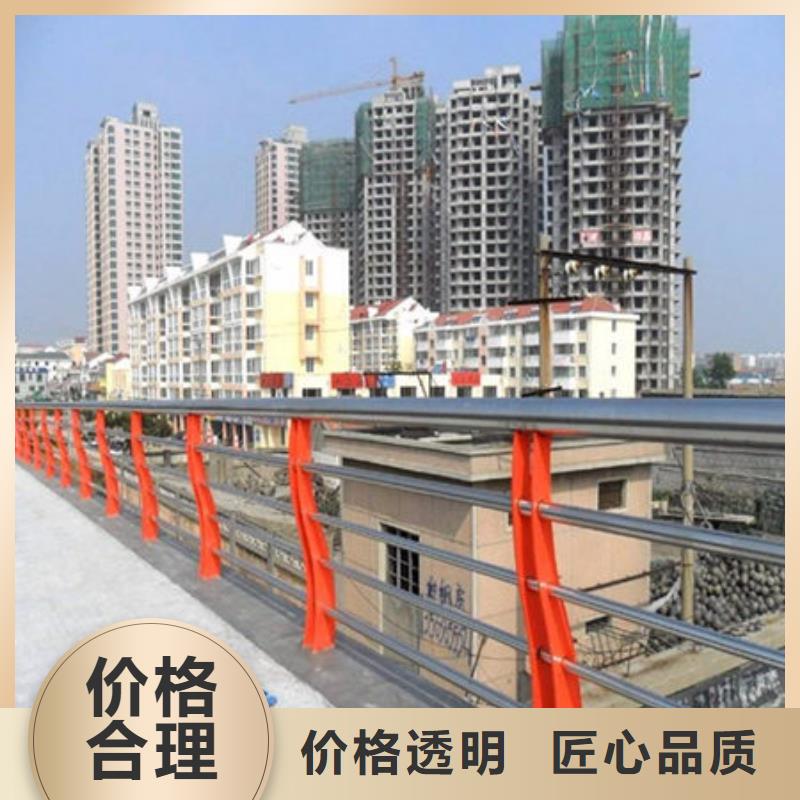
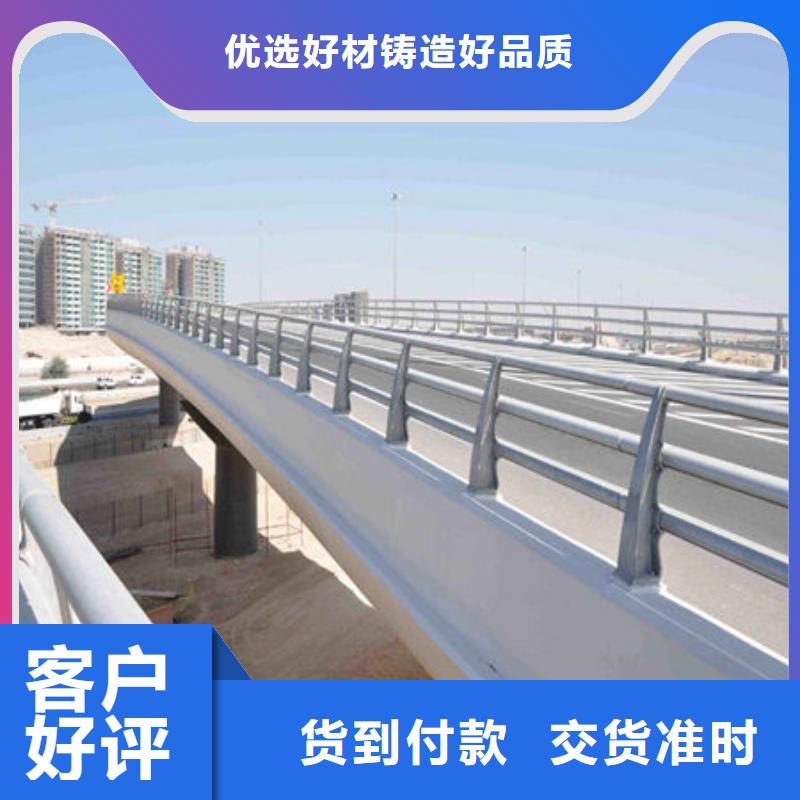
适用场景

具体案例

不锈钢复合管护栏抛光方式
不锈钢复合管护栏用途是比较广泛的,使用的领域都是比较广泛的,一般的话我们在进行观看不锈钢复合管护栏的时候会看到它是很有光泽的,这就是因为不锈钢复合管护栏通过抛光来进行实现的。不锈钢复合管护栏常见的主要的抛光的方式有哪些呢?主要是通过常见的这样的几种方式来进行决定的:
1. 电化学抛光
其利益是镜面光泽坚持长,技能安稳,污染少,成本低,防腐性好. 其缺点是防污染性高,加工设备一次性出资大,凌乱件要工装,辅佐电极,大量生产还需求降温设备. 比较适合批量生产,首要应用于高档产品,出口产品,其加工技能安稳,操作简略。
2. 化学抛光.
其利益是加工设备出资少,凌乱件能抛,速度快,效率高,防腐性好. 其缺点是光亮度差,有气体溢出,需求通风设备,加温困难. 适宜加工小批量凌乱件及小零件光亮度请求不高的产品.
3. 机械抛光.
不锈钢复合管护栏所用的常见的办法。其利益是加工后零件的整平性好,光亮度高. 其缺点是劳动强度大,污染严峻,而且凌乱零件无法加工,而且其光泽不能共同,光泽坚持时刻不长,发闷,生锈. 比较适宜加工简略件,中,小产品. 对一般不锈钢扶手而言,机械辅佐,手艺打磨抛光即可。