
发布时间:2024-06-16 21:28:31 浏览次数:1 公司名称:[黄山]科阳金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 协商 |
| 供货总量 | 不限 |
| 运费说明 | 3天 |
| 产地 | 山东 |
| 规格 | 可定制 |
| 是否进出口 | 否 |



| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 协商 |
| 供货总量 | 不限 |
| 运费说明 | 3天 |
| 产地 | 山东 |
| 规格 | 可定制 |
| 是否进出口 | 否 |
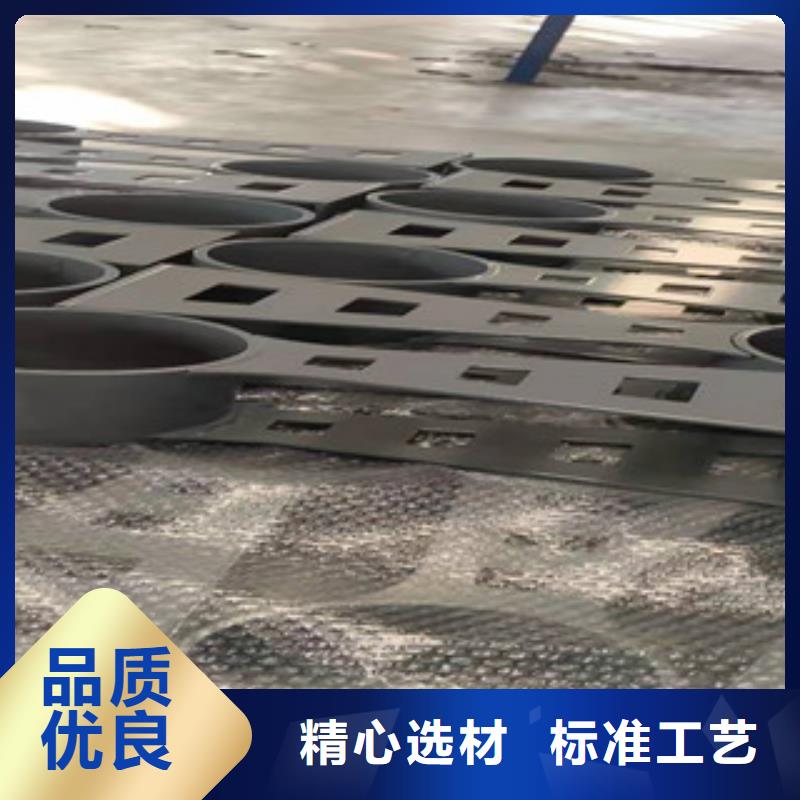
黄山科阳金属制品有限公司主要生产:【不锈钢复合管】 等等。公司不断从客户的切身利益出发,站在客户的角度,设身处地的为客户考虑,并结合以自身的专业知识,为客户设计出更合理的工艺产品。同时,我们拥有实践经验丰富、高素质的设计、制造、安装队伍,能按客户所需,结合客户的实际情况,制造生产客户需要的产品。精心的设计、精湛的制造、精细的施工、全方位的服务以及牧阳长期秉持的“让我们共同前进”的理念使牧阳赢得了用户的长期认可和良好的社会信誉。


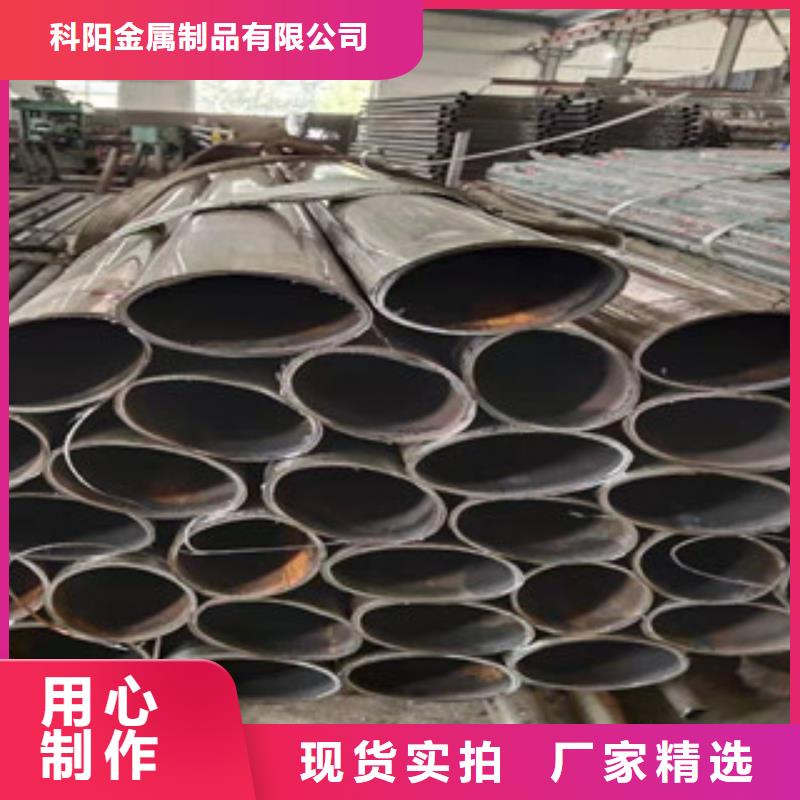
焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备清除坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



