
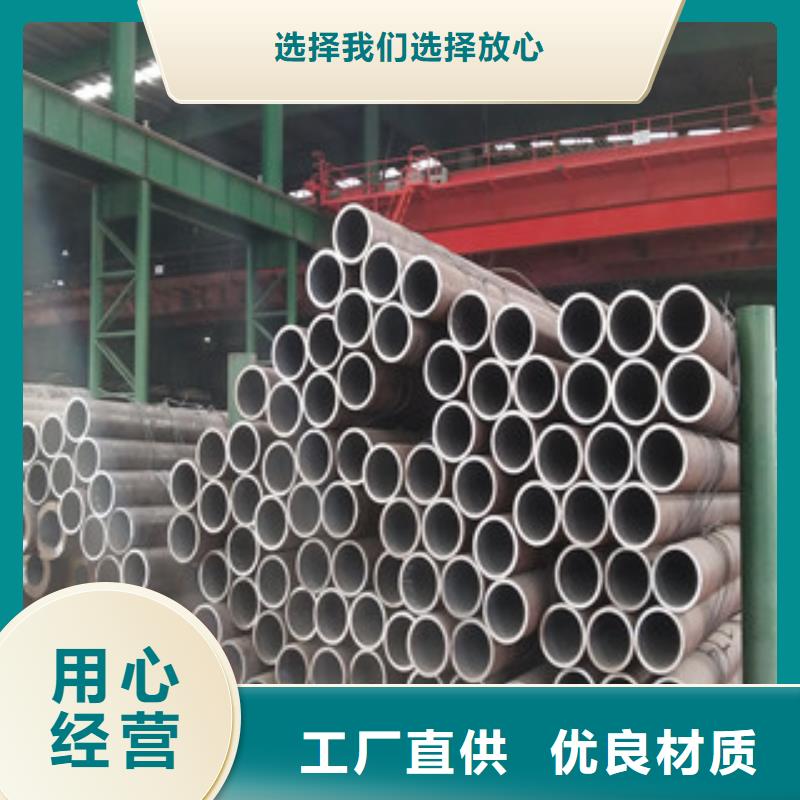

焊接Q345B无缝钢管时要注意哪些地方呢?下面本公司给您们讲解一下!
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。


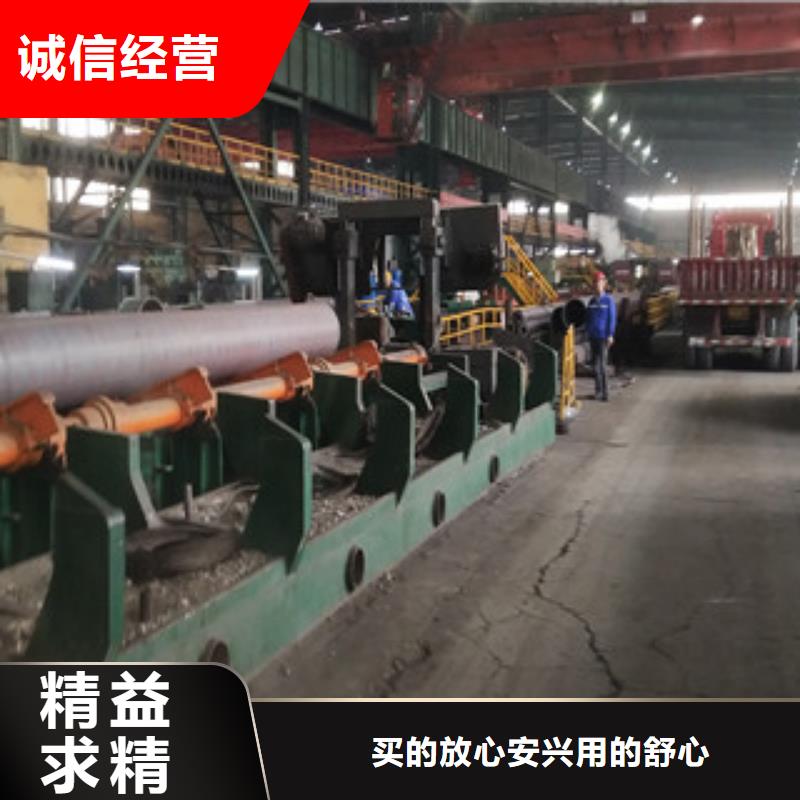
无缝钢管的水淬火是一个重要的生产工艺。以往的水淬火设备的淬火工艺流程是经淬火炉加热的钢管由上料装置直接放入到装满冷却水的淬火槽中冷却,一定时间后再由出料装置拨出。这样的淬火工艺存在一定的缺陷。很容易造成钢管冷却不均匀,产生弯曲、开裂等缺陷,影响钢管的性能。
新型的水淬火设备消化吸收了国内、外先进的淬火技术,在此基础上又进行了多项技术革新,有效的提高了冷却均匀性和淬透性,减少了淬裂、弯曲、椭圆等缺陷,是集液压、机械、电气、计算机控制于一体的新型水淬火设备,现已在投入使用。新型用水淬火设备,采用先进的“外淋+旋转+内喷”淬火工艺,并进行了大量的结构改造、技术革新,有效的提高了钢管的精度和机械性能,大大减少了淬裂、弯曲、椭圆等缺陷。实践证明此水淬火设备具有淬火均匀、冷却速度快、淬后钢管精度高、硬度高、耐磨性强等诸多优点。

