服务热线:13181073433

发布时间:2024-06-26 07:11:05 浏览次数:1 公司名称:[佛山]双信钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/米 |
| 发货期限 | 3-5天 |
| 供货总量 | 8978848 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 双信钢管 |
| 规格 | 多种规格 |
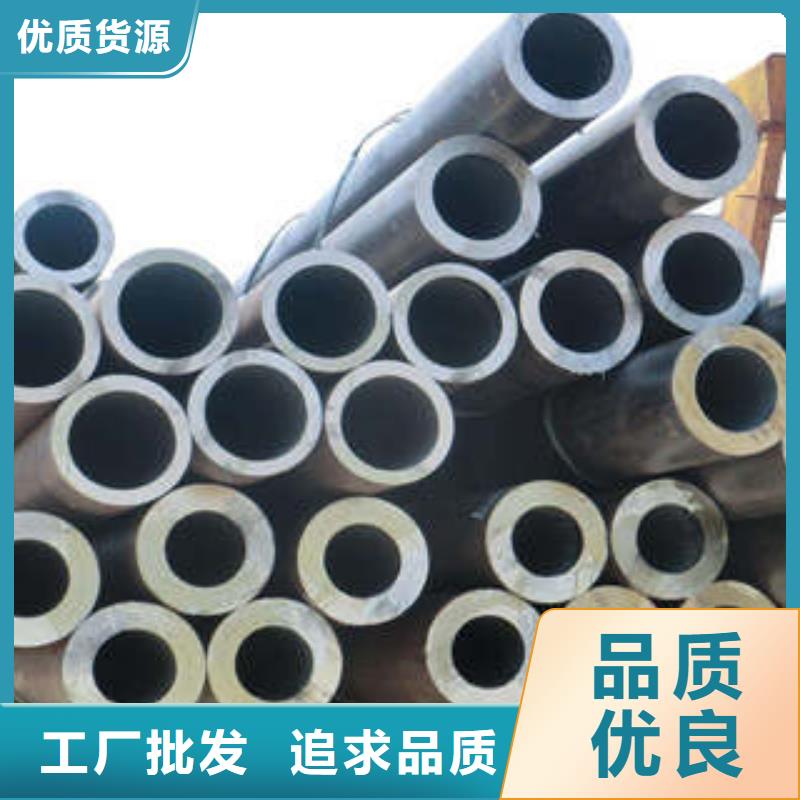
| 品名 | 精密钢管 |
| 用途 | 机械制造 |


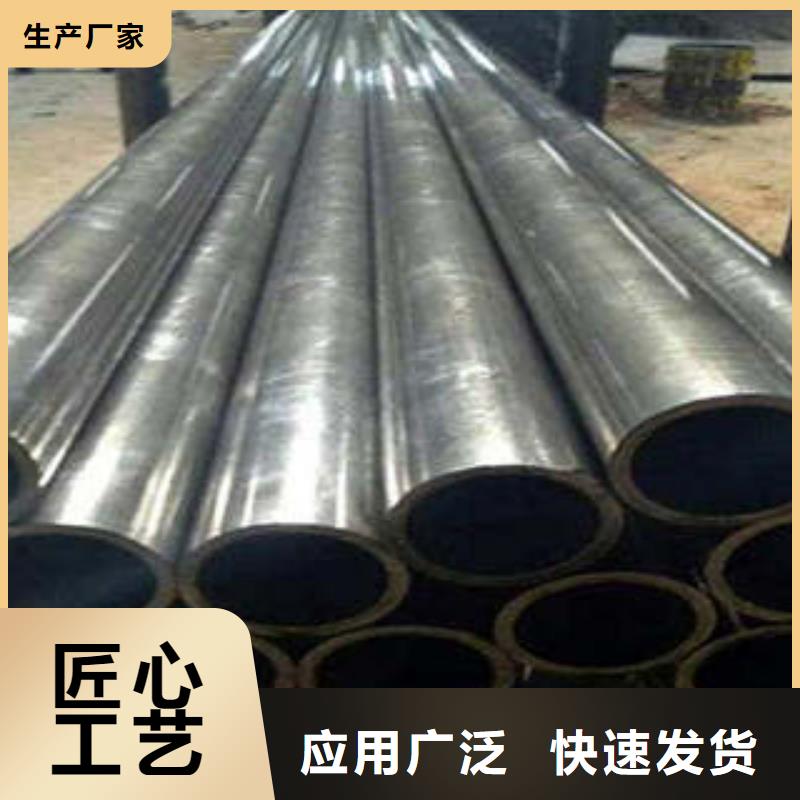

总之,造成淬火裂纹因可能是上述因素一种或多种,内力存在是形成淬火裂纹主要因。淬火裂纹深而细长,断平直,破断面无氧化色。它在轴承套圈上往往是纵向平直裂纹或环形开裂;在轴承钢球上形状有S形、丁形或环形。 热处理变形精密管在热处理时,存在有热力和组织力,这种内力能相互叠加或部分抵消,是复杂多变,因为它能随着加热温度、加热速度、冷却方式、冷却速度、零件形状和大小、装炉方式变化而变化,故其热处理变形是难免。 淬火裂纹组织特征是裂纹两侧无脱碳现象,明显区别于锻造裂纹和材料裂纹。认识和掌握它变化规律可以使轴承零件变形置于可控范围,有利于生产正常进行。当然在热处理过程中机械碰撞也会使零件产生变形,但这种变形是可以通过改进操作等来加以减少和避免。 精密光亮管高频淬火具体步骤当精密光亮管淬火面积大于设备时,采普通淬火方式是较为浪费资源,所以这时我们就会采高频淬火。下面是高频淬火具体步骤:加热速度极快,可扩大A体转变温度范围,缩短转变时间。


与之相反.当芯棒表面被磨损局部形成凸棱状时,就会使小精密无缝钢管内表面形成与芯棒凸棱相对凹槽。另外掉肉芯棒与毛管内表面产生相对滑动时,也会使毛管内表面被划凹槽,而且凹槽程度非常严重。除氧化剂与氧化铁皮反生成熔液渣粘接在芯棒表面、也会导致小精密无缝钢管内孔表面划伤缺陷产生一定深度划道。 焊缝工艺精密光亮管重要表现基础在两个相邻节点之间没有两个关节点,管道长度大于800毫米。焊管精密光亮管焊接式当通过检验,取得认可部门颁发资质。精密光亮管对接焊缝是钢结构工程施工验收规范中一级焊缝,外观检验是以一级质量标准为基础。 超声检查为100%,X射线片长度为2%。法兰与精密光亮管连接焊缝,外观检查按照一级质量标准,磁粉探伤长度25%。精密光亮管焊缝需开槽,双面V接头角度为60o~90o,焊缝大或等于0.8T,如衬套焊接,焊缝根宽大于或等于4mm。 衬套厚度大于0.5t,对接焊后,直线度公差不超过标称长度L/1000。精密光亮管焊接时,工作场所温度在0℃以上,普通碳素精密光亮管壁厚大于或等于50mm,低合金精密光亮管壁厚大于或等于36mm,预热,预热温度与层间温度控制。
多年来 精密钢管厂家产品销售与全国各地,客户满意是佛山双信钢管有限公司评定产品质量的好高标准,持续向客户提供满意的产品是佛山双信钢管有限公司永无止境的追求。