您的位置>首页 >朝阳本地行业热点 >
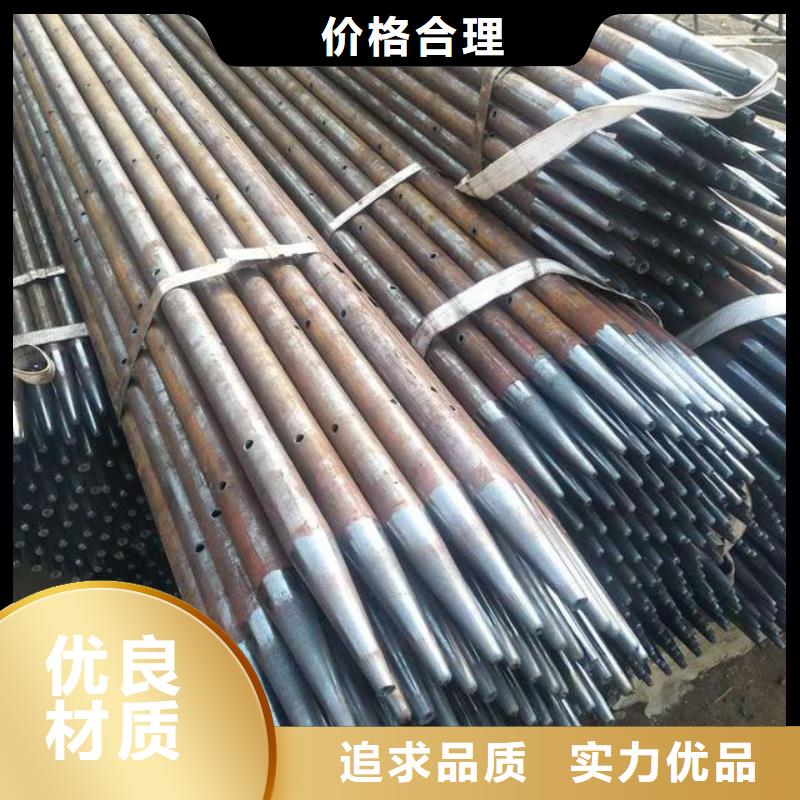
双塔声测管50/54/57生产中
发布时间: 2024-06-21 13:33:40 浏览次数:3
以下是:双塔声测管50/54/57生产中的产品参数
| 产品参数 |
|---|
| 产品价格 | 1.5/米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 99999 |
|---|
| 运费说明 | 全国配送 |
|---|
| 最小起订 | 100米 |
|---|
| 质量等级 | 国标 |
|---|
| 是否厂家 | 是 |
|---|
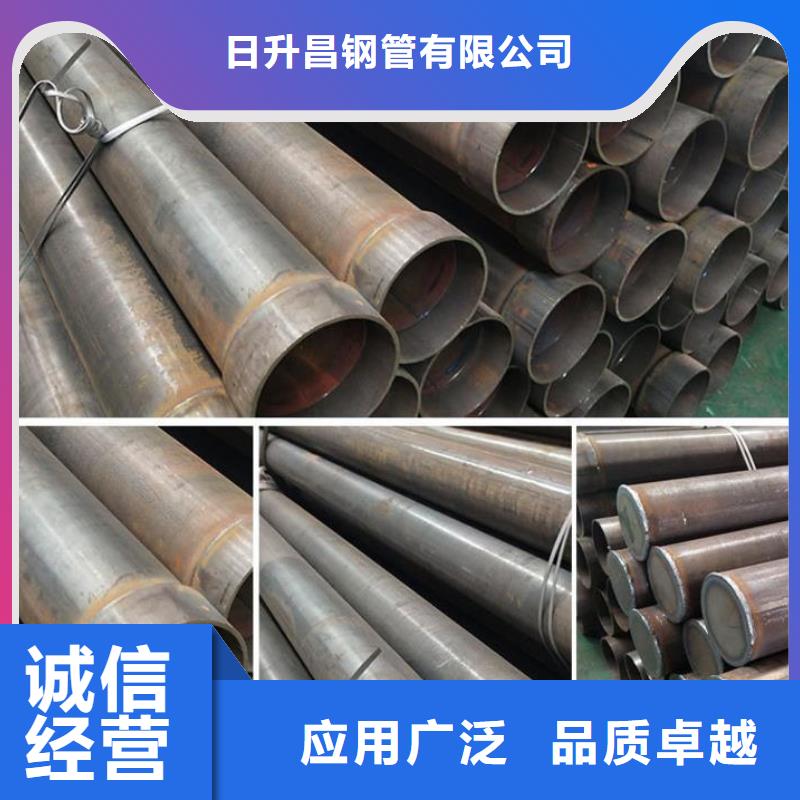
| 产品材质 | Q235 |
|---|
| 产品品牌 | 日升昌 |
|---|
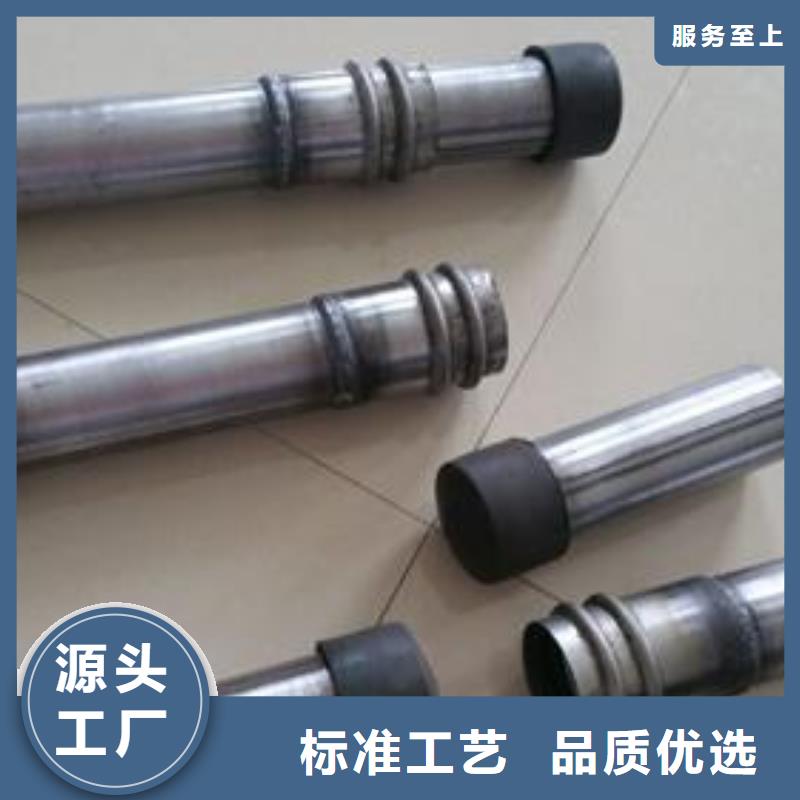
| 产品规格 | 48/50/54/57 |
|---|
| 发货城市 | 沧州市 |
|---|
| 产品产地 | 沧州市 |
|---|
| 加工定制 | 支持定制 |
|---|
| 产品型号 | 48/50/54/57/60 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 理算 |
|---|
| 产品颜色 | 黑色圆管 |
|---|
| 质保时间 | 长期 |
|---|
| 外形尺寸 | 圆管 |
|---|
| 适用领域 | 桥梁桩基建筑 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 国标 |
|---|
以下是:双塔声测管50/54/57生产中的图文视频
导读 双塔声测管50/54/57生产中,辽宁省朝阳市日升昌钢管有限公司为您提供最新双塔声测管50/54/57生产中产品案例,联系人:李经理,电话:0317-3020333、18203176002,QQ:2099266092,发货地:沧州市运河区泰大国际发货到朝阳。
辽宁省,朝阳市 朝阳市,辽宁省辖地级市,古称龙城、兴中,位于辽宁省西北部,地势为北及北西、西南偏高,向东变低,处在北温带大陆性季风气候区,总面积19699.14平方千米。截至2022年10月,全市辖2个区、3个县,代管2个县级市。截至2022年末,朝阳市常住人口279.8万人。
简约设计,不简单内涵。观看我们的双塔声测管50/54/57生产中产品视频,用最少的话语传达最真实的产品价值。
以下是:双塔声测管50/54/57生产中的图文介绍

产品各类型号的【声测管】规格齐全,可根据用户需求开发、设计;
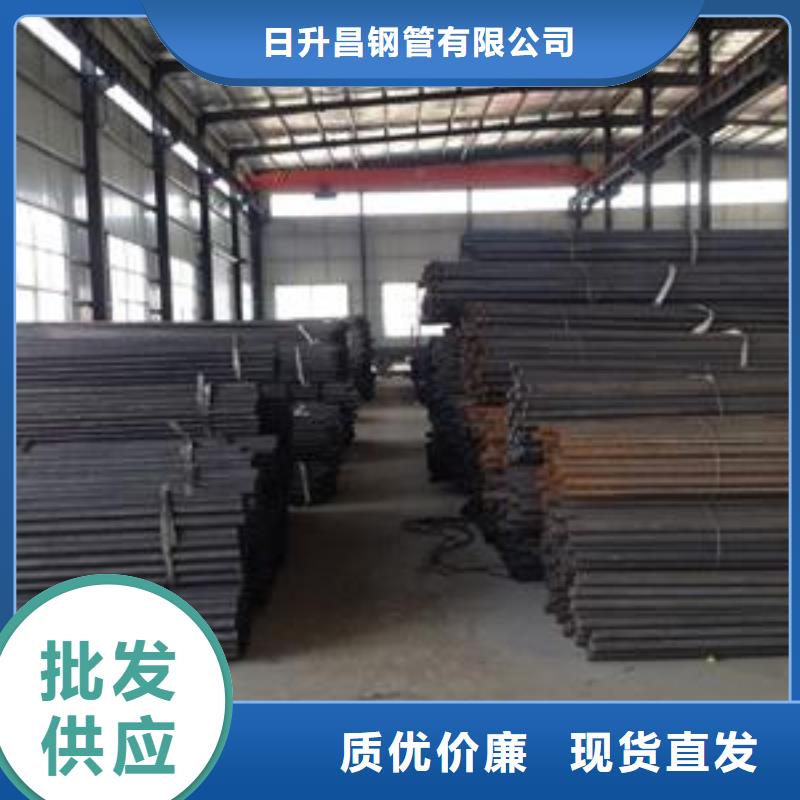
工艺标准化【声测管】生产流程,高度机械化、自动化作业,精良制作制造高品质【声测管】产品。
材料【声测管】原材料产品均选用国内优质产品,保证所配套的设备售后无忧。
管理实行ISO9001质量管理体系,标准化生产管理促企业发展。
技术实行严格的四道关质量检验,实行【声测管】行业生产标准:



声测管气体保护焊电弧加热集中,焊接速度快,熔深大,塑性和抗腐蚀性好,焊缝强度比手工焊的高,适合于较厚声测管板的焊接焊接时根据焊缝的截面形状,分为对接焊缝和角焊缝。对接焊缝的主要特点是用料经济传力简捷均匀受力性能力好和疲劳强度高等,但是焊件边缘需要开坡口且尺寸要求准确,故制造较费工。对接焊缝坡口的形式与尺寸应结合焊件厚度便于施焊保证焊缝质量和减小焊缝截面面积的原则,按标准《埋弧焊焊缝坡口的基本形式与尺寸》选用。对接焊缝可视为焊件截面的延续组成部分,焊缝中的应力分布情况与焊件原来的基本相同,可用计算焊件的方法进行计算。对接焊缝的强度设计值见表。角焊缝的主要特点是对焊件边缘尺寸要求较低,构造简单,施工方便,故应用广泛。但角焊缝受力状态复杂,强度较低。角焊缝按其长度方向和外力作用方向的不同可分为平行于力作用方向的侧面角焊缝,垂直于力作用方向的正面角焊缝。实验证明,多数角焊缝破坏都发生在截面如直角角焊缝的。
总结 双塔声测管50/54/57生产中_辽宁省朝阳市日升昌钢管有限公司,固定电话:18203176002,移动电话:0317-3020333,联系人:李经理,QQ:2099266092,沧州市运河区泰大国际 发货到 辽宁省朝阳市。