




加工制作橡胶衬胶管道,钢管与橡胶粘接之后必须经过高温蒸汽硫化后方可粘接牢固,那么下面为你详细介绍守胶管道生产艺:
橡胶衬胶管道的硫化分为冷硫化和热硫化,在硫化之前我们必须做好前期准备工作,特别是针对电厂检修时间比较紧,所以我们有必要知道了解前期准备工作的大致流程,以便做好硫化工作,避免硫化时手忙脚乱。
橡胶衬胶管道硫化前需要注意的问题:
首先,检查管道是否有腐蚀过透的部分,如果有,需要重新焊接,而且要保证重新焊接的地方保持平整,并且擦拭打磨以便衬胶。
第二,由于是大口径管道或者需要再次加工处理的管道,重新处理的地方都需要在管道两端焊接上法兰,并且焊接处务必要保证平整,余出来的部分切割掉 。
第三,管道如果是新的就只需要部分焊接和喷砂,旧管道就需要注意,首先要把管道内部的橡胶全部除去,然后再焊接喷砂。
,如果管道是三通或者四通管道的话处理起来会比较麻烦,处理时间会比较长。






1. 结构优良
管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2. 强度高, 抗冲击性高
橡胶弹性体的密度低,重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度, 刚性好, 不产生蠕变,抗冲击,抗震, 抗水锤性能强,便于运输, 安装和维护。
3. 温度适应范围广
丁基衬胶管道可以在-50°C~+150°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。
4.节能
润滑性好,运行阻力损失小,节省运行费用。管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,克服了钢管耐压不耐磨, 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
5.抗老化性能优越,在正常使用压力温度下一般使用寿命达到15年以上(理论值)。管道使用6-8年后近90°转动一次,使用寿命会更长,衬胶管道可反复衬胶使用4次,降低成本,制作周期短,可确保工期。
在做完的丁基衬胶管道及管件后必须经过高温蒸汽硫化后方可使用,如果不经过高温蒸汽硫化,那么丁基衬胶管道内部橡胶与钢管根本粘接不牢固,所以必须蒸汽硫化。




本页面推广的关键词包括纵横机械制造有限公司的 广东中山衬塑管厂家;通过推广希望您可以关注到 广东中山衬塑管厂家的产品介绍并致电咨询;


衬胶管道施工步骤
1) 衬胶管道为底压管,管路规格大,
2) 工作职责包含:管材当场拼凑联机(DN≤600时选用制成品管材)、电焊焊接、法兰电焊焊接、打磨抛光、预安装、打压试验、衬胶管道、制成品件二次安装。
3) 衬胶管道全选用法兰式联接,电焊焊接、打磨抛光劳动量大,制做精密度规定高;
4)一部分管路规格大,安装工作的高宽比高,登高作业量大,隐患大。
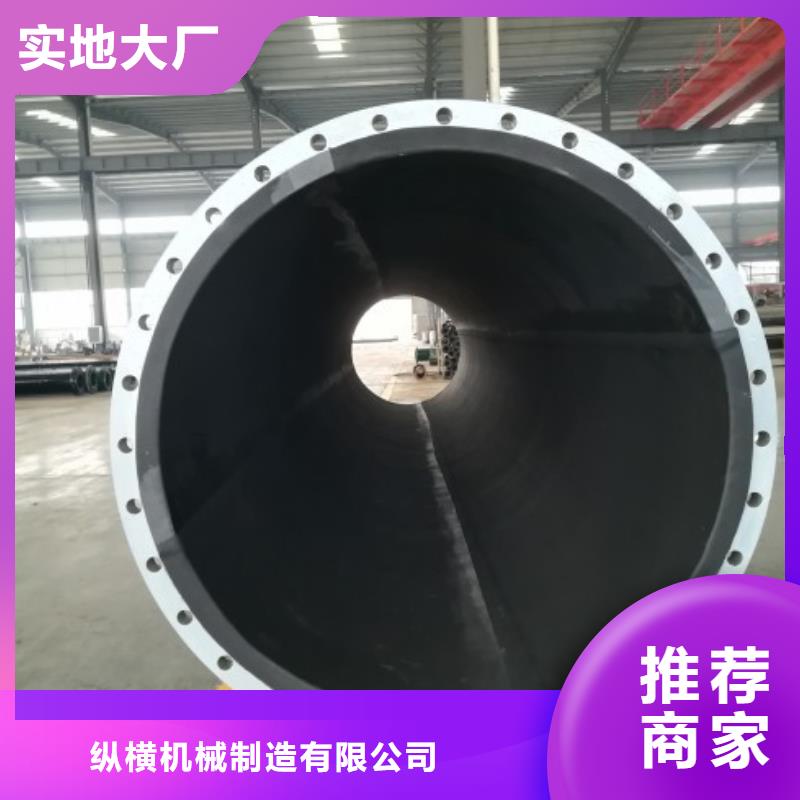
衬胶管道外界应用高品质无缝钢管做为管路行为主体,里衬抗腐蚀、耐热、抗磨损的高品质硫化橡胶,历经抛丸除锈、擦抹胶浆、橡胶板迎合等人力制做工艺流程后管路行为主体基础竣工,还剩较为关键的流程为高溫、髙压硫化,它是生产制造衬胶管道不可或缺的生产流程,硫化度操纵在120-150度,工作压力3-5CPA,硫化時间12小时,自然,伴随着硫化的時间不一样,调节,做到较为佳硫化情况,硫化进行后不能马上取下硫化后的产品工件,需当然减温到40度上下时才能够 取下产品工件,那样硫化实际效果比较好,硫化橡胶与无缝钢管做到较为佳迎合情况,硫化橡胶的特性也是较为佳情况。





现在许多电厂里输送石灰浆液的介质的一般都改造为了衬胶管道,下面我就简单给大家介绍一下衬胶管道的工作原理吧!在电厂衬胶管道运转时候,正常温度都在40°C-80°C之间,随着石灰浆液的流动,必须设计好衬胶管道的方向。像电厂衬胶管道一般所用的内衬橡胶板都是耐磨、耐腐蚀、耐酸碱的,这些特点证明了衬胶管道的优势。它正常使用5-10年没问题,厂家质保期是1年,在当中时间内出现了任何问题厂家都负责修补、或者重做。质量您放心!客户至上、质量 。
衬胶管道的硫化方法:小型设备内壁贴胶后可采用传统的硫化方法, 即把衬胶的设备送入硫化罐中, 再通入压力蒸汽进行硫化, 大型压力容器衬胶后,可直接通入蒸汽进行硫化, 即本体硫化。而大型非压力容器衬胶后的硫化方法, 现有以下四种:
( 1) 热水硫化法: 即在设备内壁粘贴未硫化胶片后, 注满水, 再通入蒸汽, 保持水沸腾, 天然橡胶硫化1~2 天, 丁基橡胶硫化5~7 天。
( 2) 常压蒸汽硫化法: 即在设备内壁粘贴未硫化胶片后, 向设备内通入常压蒸汽, 天然橡胶硫化1~2 天, 丁基橡胶硫化5~7 天。以上两种硫化方法称热硫化法, 首先现场必须有蒸汽设备, 对于特大型容器需要每小时提供2 270kg 的蒸汽,衬胶管道标准, 如此之大的供汽量超出了许多工业设备的能力,衬胶管道长度, 衬里胶采用热硫化法, 其成本是相当高的。
( 3) 预硫化法: 即将已硫化的胶板粘贴到设备内壁上, 要求所有胶粘剂能使硫化胶板粘结牢固并能自然硫化, 放置15 天以上设备即可使用。此法的优点是硫化胶板储存运输方便, 但缺点是粘结力不高, 复杂结构的设备及拐角处不易粘贴牢固。
( 4) 自然硫化法: 即把未硫化胶板粘贴到设备内壁上, 在自然条件下放置7~30 天或1~3个月, 胶板及粘合剂均已自然硫化。此法的优点是施工粘贴胶板方便、容易、粘结力高于预硫化法, 勿须加热硫化, 成本低,是化工设备防腐衬里较有发展前途的方法。是世界各国研究的重点。
衬胶管道、衬胶管件在做完之后,蒸汽硫化这一步为关键,如果硫化不好,就会影响衬胶钢管及衬胶管件的质量问题,所以我们必须在这方面慎重。
