


想要更直观地感受酸洗磷化无缝钢管精密无缝钢管质检严格放心品质产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:酸洗磷化无缝钢管精密无缝钢管质检严格放心品质的图文介绍


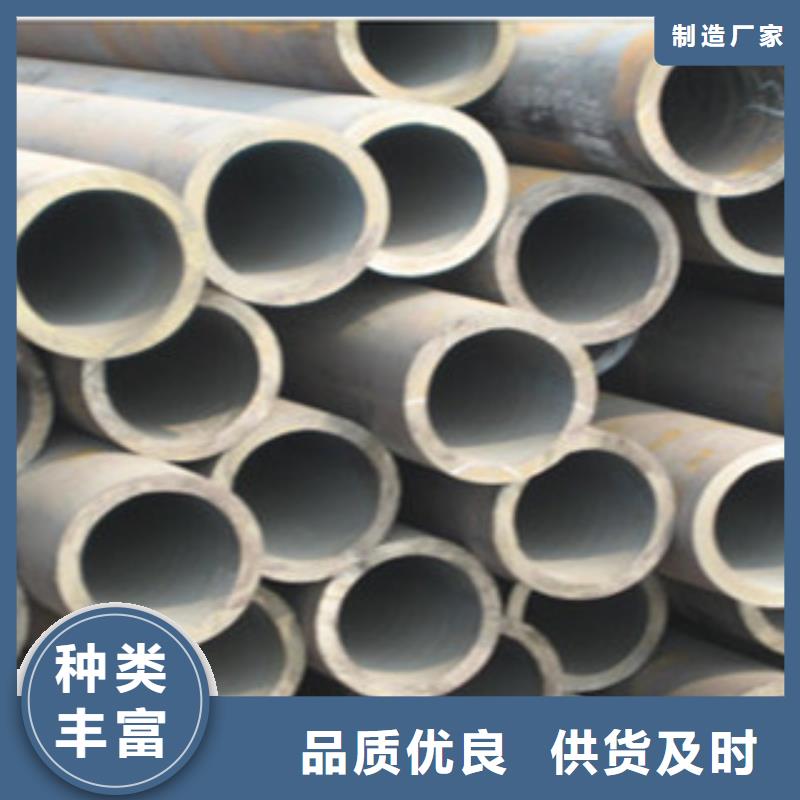
酸洗、钝化(磷化、皂化)清洗技术由于清洗速度快、清洗效果好,并且较易于操作控制,目前已被广泛应用于冶金、机械、石油、化工、热工动力、建材、军工等各类工业领域,并已发展成为一门行业技术。 灯塔酸洗喷漆无缝钢管
本公司是一家精聊城市工商行政局注册,税务局备案正规企业,资质齐全,产品质量可靠!品质保障!送您选择!
本公司是一家精聊城市工商行政局注册,税务局备案正规企业,资质齐全,产品质量可靠!品质保障!送您选择!




钝化无缝钢管使用方法
①初次使用本产品请小批量试作合格再批量生产,本品为原液常温使用。
②工件只能采取浸泡方式,常温下进行,时间约为15秒-3分钟左右。(具体时间可以根据所需的表面程度适当延长)即可达到平整光亮的效果。
③多数工件同时泡入时,工件不可重叠,需要不断晃动工件使其各个面均匀地接触药液,确保抛光效果。
④工件取出后必须立即冲水干净,否则会影响抛光效果和一致性。
⑤经多次抛光后,药液会逐渐转变绿色,属正常现象。
①初次使用本产品请小批量试作合格再批量生产,本品为原液常温使用。
②工件只能采取浸泡方式,常温下进行,时间约为15秒-3分钟左右。(具体时间可以根据所需的表面程度适当延长)即可达到平整光亮的效果。
③多数工件同时泡入时,工件不可重叠,需要不断晃动工件使其各个面均匀地接触药液,确保抛光效果。
④工件取出后必须立即冲水干净,否则会影响抛光效果和一致性。
⑤经多次抛光后,药液会逐渐转变绿色,属正常现象。

钝化的优点
1)与传统的物理封闭法相比,钝化处理后具有 不增加工件厚度和改变颜色的特点、提高了产品的精密度和附加值,使操作更方便;
2)由于钝化的过程属于无反应状态进行,钝化剂可反复添加使用,因此寿命更长、成本更经济。
3)钝化促使金属表面形成的氧分子结构钝化膜、膜层致密、性能稳定,并且在空气中同时具有自行修复作用,因此与传统的涂防锈油的方法相比,钝化形成的钝化膜更稳定、更具耐蚀性。
1)与传统的物理封闭法相比,钝化处理后具有 不增加工件厚度和改变颜色的特点、提高了产品的精密度和附加值,使操作更方便;
2)由于钝化的过程属于无反应状态进行,钝化剂可反复添加使用,因此寿命更长、成本更经济。
3)钝化促使金属表面形成的氧分子结构钝化膜、膜层致密、性能稳定,并且在空气中同时具有自行修复作用,因此与传统的涂防锈油的方法相比,钝化形成的钝化膜更稳定、更具耐蚀性。


酸洗钝化主要有碱洗、酸洗和钝化三个主要步骤
专业酸洗磷化无缝钢管 金属表面防腐处理厂家 其中各个步骤的目的是:
1)碱洗是为了去除管道系统内壁的油脂
2)酸洗的目的是使用酸液腐蚀管道内壁,将管道内壁焊缝处的焊接热影响区洗除,经酸洗后的管道内壁已露出管道本身的原材,管道内表面固有的部分保护层已被去除,
3)管道的钝化正是在管道内壁形成致密的氧化铬钝化膜。
磷化的目的主要是:给基体金属供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用,磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝锌)件也可应用磷化。
专业酸洗磷化无缝钢管 金属表面防腐处理厂家 其中各个步骤的目的是:
1)碱洗是为了去除管道系统内壁的油脂
2)酸洗的目的是使用酸液腐蚀管道内壁,将管道内壁焊缝处的焊接热影响区洗除,经酸洗后的管道内壁已露出管道本身的原材,管道内表面固有的部分保护层已被去除,
3)管道的钝化正是在管道内壁形成致密的氧化铬钝化膜。
磷化的目的主要是:给基体金属供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用,磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝锌)件也可应用磷化。




浩融金属制品厂有限公司技术力量雄厚,主营产品 广东江门异型钢管。自成立以来,产品已覆盖二十几个省。企业竭诚欢迎广大新老用户到本厂参观、考察、洽谈指导,浩融金属制品厂有限公司全体员工,愿以优良的产品,良好的服务,竭诚与各界朋友携手合作,共创辉煌!真诚期待您的来电洽谈与指导!


酸洗除锈、除氧化皮的方法是工业领域应用*为广泛的方法。利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的。酸洗中使用*为常见的是盐酸、硫酸、磷酸。由于在酸洗时产生有毒的二氧化氮气体,一般很少应用。盐酸酸洗适合在低温下使用,不宜超过45℃,使用浓度10% ~45%,还应加入适量的酸雾抑制剂为宜。硫酸在低温下的酸洗速度很慢,宜在中温使用,温度50~80℃,使用浓度10%~25%。磷酸酸洗的优点是不会产生腐蚀性残留物(盐酸、硫酸酸洗后或多或少会有少会有Cl-、SO42-残留),比较,但磷酸的缺点是成本较高,酸洗速度较慢,一般使用浓度10% ~40%,处理温度可常温到80℃。在酸洗工艺中,采用混合酸也是非常有效的方法,如盐酸-硫酸混合酸,磷酸-柠檬酸混合酸。




