




始终恪守“诚信为本,客户至上”的经营理念。愿以客户的要求为我们的工作起点,与时俱进,锐意进取。用人性化的设计和优良的 法兰生产厂家产品质量回报广大客户的选择和信任。 锦州搏远金属制品有限公司是一支有着凝聚力,工作配合默契的团队,凭借雄厚的技术力量,先进的工艺装备和可靠的 法兰生产厂家产品质量,优良的企业文化,不断的拓展市场,引进国际先进的自动化生产设备,扩大企业的生产规模,使 法兰生产厂家产品走出亚洲,力求打造世界知名品牌!



化工部法兰属于化工法兰标准体系。是化工部法兰(又称HG法兰)的其中一种表现形式,国内设备或管道上应用最广泛的法兰之一。
化工部法兰标准应用体系
◆法兰标准:同时包含欧式法兰和美式法兰
1)欧式法兰:(HG20592~HG20605)
压力等级:PN 0.25、0.6、1.0、1.6、2.5、4.0、6.3、10.0、16.0、25.0等10个等级
公称直径:DN10~DN2000mm
法兰型式:板式平焊、带颈平焊、带颈对焊、整体式、承插焊、螺纹、对焊环松套、平焊环松套、法兰盖、衬里法兰等10种
密封面型式:突面、凹凸面、榫槽面、环连接面、全平面等5种。
※它可以与JB阀门配套使用。
2)美式法兰标准(HG20615-HG20626)
公称压力:PN2.0、PN5.0、PN11.0、PN15.0、PN26.0和PN42.0 6个压力等级
公称直径: DN15~DN1500
法兰型式: 带颈平焊、带颈对焊、整体法兰、承插焊、螺纹、松套等6种,
密封面型式: 突面、凹凸面、榫槽面、环连接面、全平面等5种型式。
※化工行业压力管道应用标准体系也是一个相对比较完整的标准体系,而且经历了若干年的生产实践检验,具有成熟的使用经验。由于它同时具有"大外径系列"和"小外径系列"、"欧式法兰"和"美式法兰"两个系列,故其使用面比较广,它既可以与国外的ANSI、DIN、ISO等标准配合使用,又可以与国内的GB、SH、JB等标准配合使用。
◆化工行业应用标准体系中的常用标准
HG20592~20605 钢制管法兰(欧洲体系)
HG20615~20626 钢制管法兰(美洲体系)
HG20606~20612 钢制管法兰用垫片(欧洲体系)
HG20627~20633 钢制管法兰用垫片(美洲体系)




24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
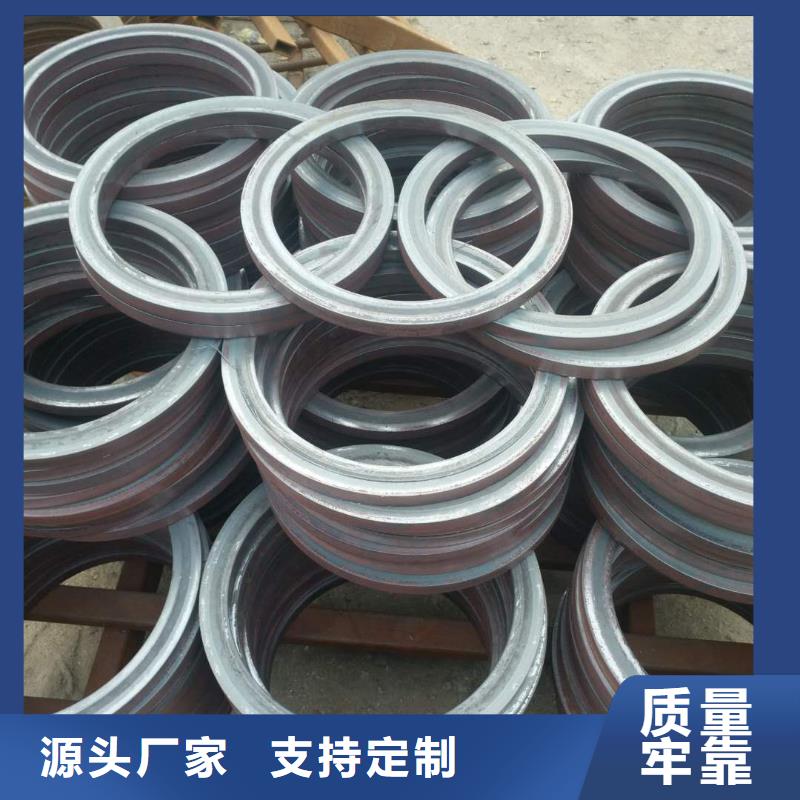
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉第一、质量第一、用户第一”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——最大切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,最优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对最优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,最大切割速度受到气体射流速度的限制。

