
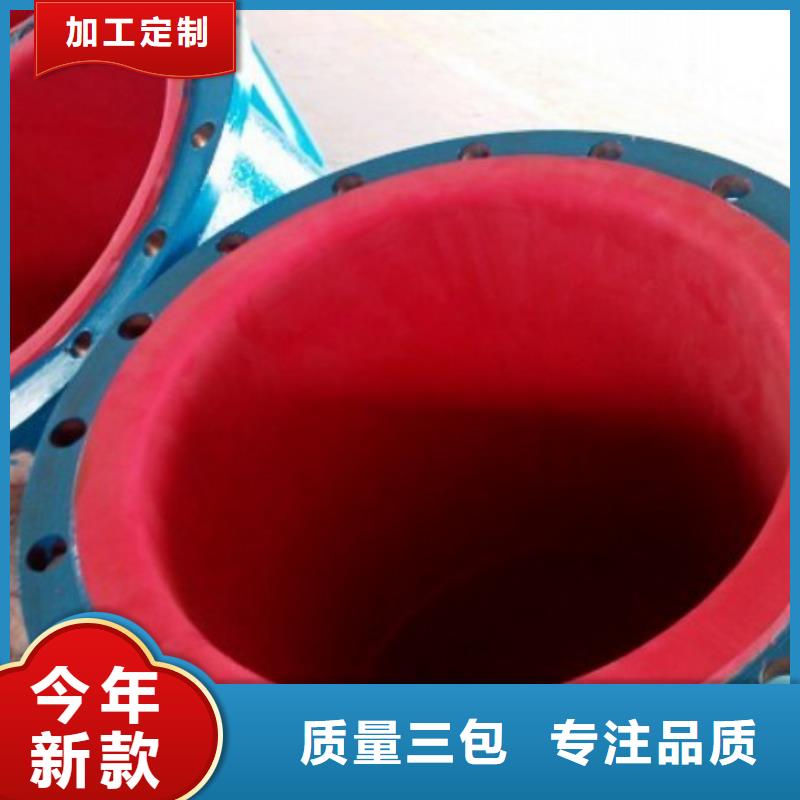





纵横机械制造有限公司是专业经营各种【江西赣州衬塑管厂家】的大型企业,在【江西赣州衬塑管厂家】行业中有较高的信誉, 公司一贯以服务细致、价格合理、客户至上、服务周到、让利客户、薄利多销为原则,诚实守信为宗旨。经过多年的经营,已经同全国各大厂建立了稳固的供货体系,同使用单位建立了良好的销售体系,公司经营的产品已经使用在许多重要工程中,实行仓储、销售、开票一条龙服务,本公司全体员工热忱欢迎新老朋友光临、惠顾、指导,来人来电洽谈业务,让我们携手共进,共创辉煌!


衬胶管道的使用寿命因素:
1、橡胶的性能
衬胶管道内衬胶要根据其使用的环境而定,如果选择的橡胶物理和化学性能与环境不相符就会造成使用寿命大大降低橡胶层脱落等严重后果。
2、橡胶与钢管的粘接强度
非橡胶生产企业器胶浆粘接度不强,会造成衬里层受力不能够很好的分解是,导致局部受力不均,造成了衬胶管道局部快速腐蚀。
3、工矿条件
使用场所、腐蚀性,温度以及使用强度等都会影响到衬胶管道的使用寿命,因此在选择之初应对衬胶管道做出合理的分析。
衬胶管道的检验:
根据 橡胶衬里检验标准其衬胶管道的主要检测
1、 衬胶管道表面检查
2、 衬胶管道的漏电检测
3、 衬胶管道厚度检测
4、 衬胶管道硬度检测
衬胶管道厂商的选择:
1、 拥有自己独立的橡胶生产和检验设备
2、 衬胶厂商拥有相对完整的管理体系
3、 衬胶管到成品检验设备
4、 现场勘察能力
5、 独立售后服务团队





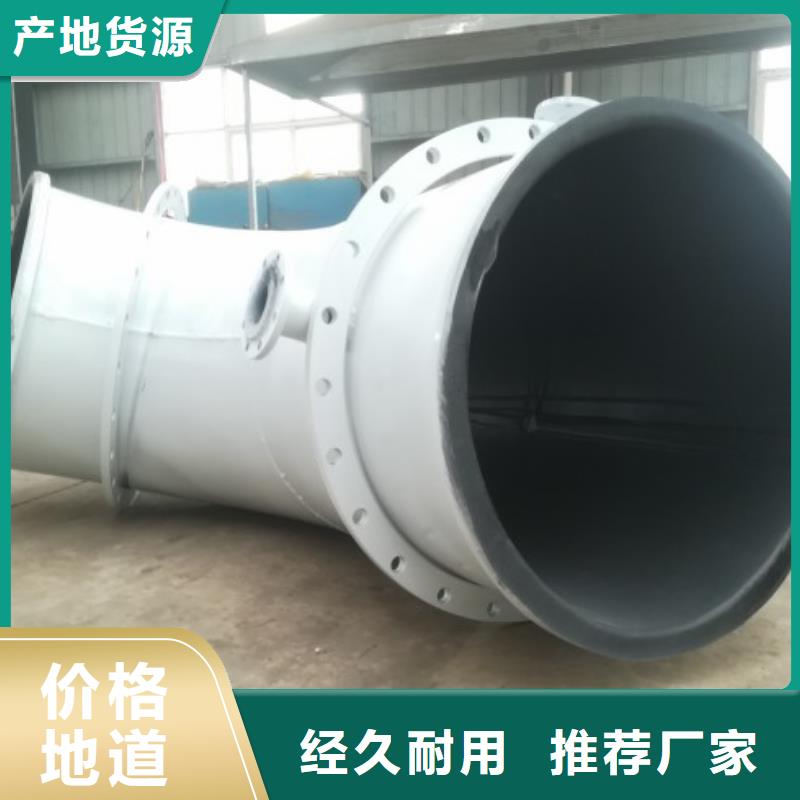
生产流程上的体现:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,橡胶衬里首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
5、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。
衬胶管道生产工艺是常繁琐的,并且全部工序都是手工制作,这就影响了衬胶管道的生产效率,但质量得到保证。 有的客户问过产品价格和制作周期后说我们企业工作效率不行,不可等,但我们厂家不会因为您的一个单子而违规生产,所以请广大客户见谅。当您了解了制作工艺,您可能就明白很多。
技术检测上的体现:
一、工作压力:≤1.6mPa,承受负压,介质温度:-50℃~150℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm
二、技能需求:
1、设备制作验收规范按HGJ92-90规范、GHJ33-91规范;
2、设备及管件法兰按GB2555-81、GHJ45-91规范或用户需求制造;
3、设备焊接按GB/T4709-92规范,焊缝按GB13985-88规范;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超越50mm/s探测,以不击穿为合格。
衬胶,管道衬胶哪家做的质量好洛阳纵横制造为您呈现
洛阳纵横制造有限公司生产的衬胶,衬胶设备、管道衬胶,设备衬胶,,衬塑管道,衬胶防腐管道,钢衬四氟聚乙烯管道及弯头,衬胶三通,衬胶四通,衬胶异径管等。根据物体介质的不同选择不同的产品,这样才能达到项目的需求。衬胶,管道衬胶产品被广泛应用在火电、化工、环保,污水,矿山、海水淡化等行业领域之中。

