



以下是我们上传的钢管折弯【T型钢】为您精心挑选实拍视频,您可以点击观看。
以下是:钢管折弯【T型钢】为您精心挑选的图文介绍


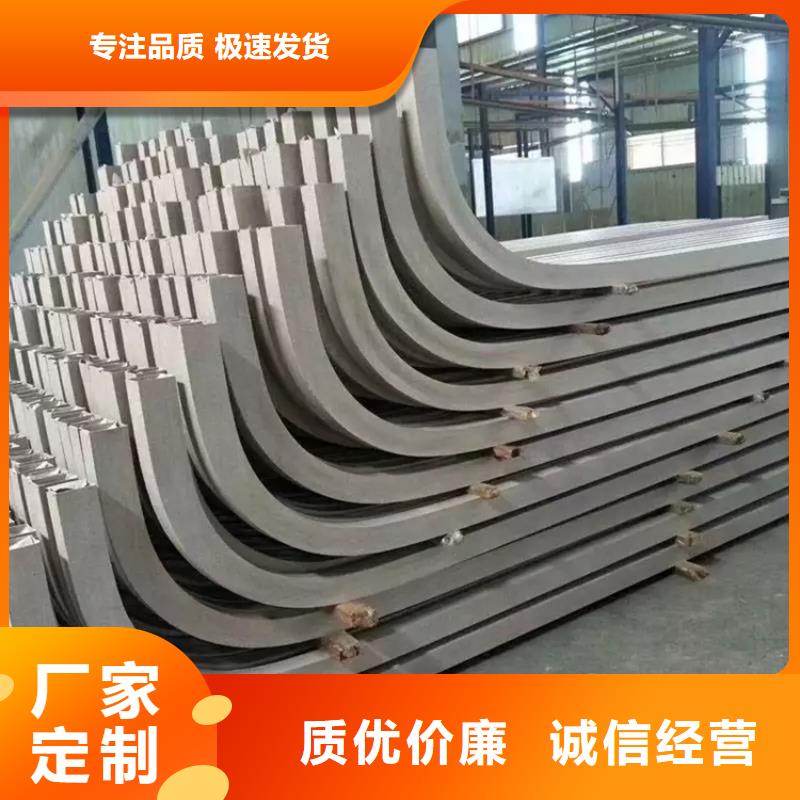
钢管折弯可以有比较好质量,同时也是广大用户所追求的,但是如果要让整个拉弯过程有比较好质量的话,也是要求钢管折弯加工厂要达到很好的条件,那么在进行钢管折弯的时候需要达到什么样的条件?1.钢管折弯首先要注意的是“高”尤其是针对一些金属一类产品加工的时候是需要使用设备进行拉弯的,而且设备在使用过程中下降的时候是要看产品的本身,所以很多时候都不能达到很好的表现,所以钢管折弯中焊管拉弯的质量是很重要的,如果是一些小公司的话设备上比较落后可能会出现钢管折弯过程没有很好的标准。2.然后是在焊管拉弯上面,要让他们达到很好的质量表现也要让钢管折弯达到很好的技术条件,尤其是在进行设备操作的时候一定要注意,我们在选择的时候一定要选择技术比较好,设备比较先进的公司,所以钢管折弯中选公司时很重要的。钢管折弯我们需要的是精美的造型,所以在选择的时候一定要选好公司而且还要了解拉弯的时候需要注意的事项有哪些。




钢管折弯弯管拉弯按弯曲成形方式能够分为滚弯、压弯、推弯和绕弯;按弯曲时能否运用模具能够分为有模弯和无模弯;按弯曲时有无芯棒能够分为有芯弯和无芯弯;按弯曲时能否加热能够分为冷弯和热弯。 近年来还呈现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。滚弯是用三个辊轮对管材停止弯曲加工的办法。其中辊轮3为主动轮,其他两个为从动轮。滚弯办法及工作原理与板材滚弯根本相同。
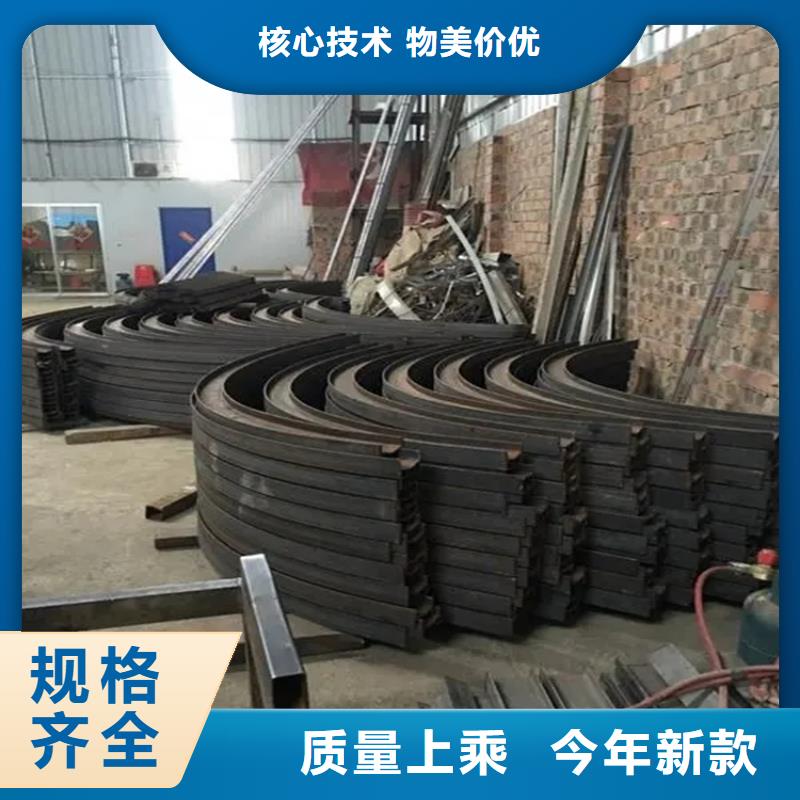
只是管材滚弯所用的辊轮具有与管坯横截面外形相吻合的工作外表。弯曲时只需改动主、从辊轮间的距离,就能够完成各种曲率半径的弯曲。拉弯厂说这种办法特别合适弯制环形或螺旋线形管件。
不过,滚弯对弯曲半径有一定的请求,仅适用于曲率半径较大的厚壁管件,关于小半径弯曲显得无能为力。压弯是早用于弯管加工的工艺办法。它是在液压机上应用模具对管坯停止弯曲加工的。压弯具有模具调整简单、消费效率高等优点,故在消费中不断被普遍应用,普通用于弯制带直段的管件或弯头号。


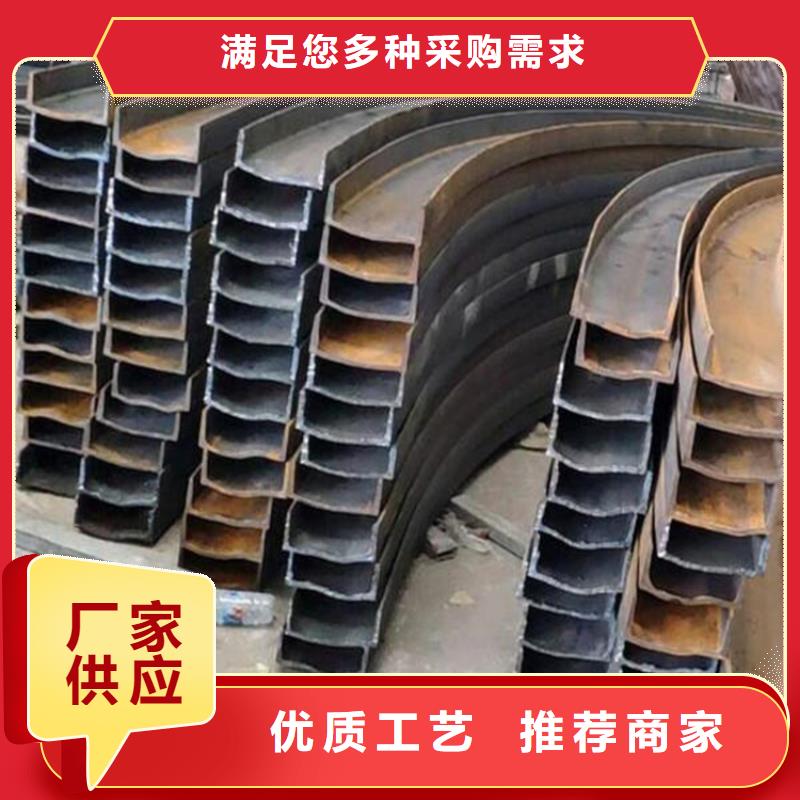
钢管折弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。




在疾驰而来的移动互联时代,我们秉承专业、敬业、创新的发展理念,坚持以客户为本、以信用为先的服务准则,用心解决用户z u i迫切、z u i实际的需求,以优质的 安徽巢湖T型钢产品、先进的技术为用户提供完美的服务。宏钜天成钢管有限公司本着“高标准、前沿、精准、求实”的品牌精神,打造专属于我们自己的企业品牌,为您提供更为专业、优质的服务。我们立足于客户,致力于客户的满意与成功,我们创新求实,基于事实,敢于想象,用于探索,只为更好地为您服务。

