

别再等待了,仅仅一分钟,就能通过我们的异型钢扁钢现货直发产品视频探索到无数令人心动的细节和亮点。
以下是:异型钢扁钢现货直发的图文介绍



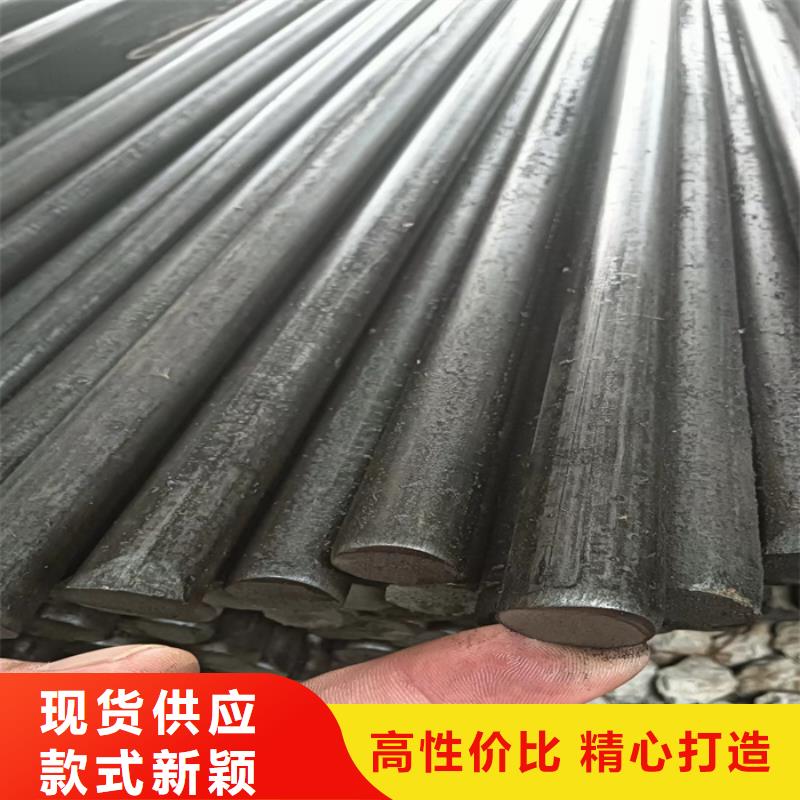
冷拉异型钢和冷拉普通型钢是不同的,除了工艺、参数的区别之外,还有注意事项方面的差异。那么究竟冷拉异型钢在冷拉过程中重点要注意些什么呢?有以下几点:对于异型钢的冷拉工艺来说,在操作之前就要检查先关是否与材料冷拉力之间的匹配程度,因为设备不允许在超载的情况下冷拉。同时还要冷拉地锚的稳定性,以及信号装置、卷扬机、夹具以及滑轮组等配置的运行状态,尽量排除各种不因素。在操作的过程中,操作人员应按照统一的指挥加以执行,尤其是卷扬机的工作人员,应根据规定信号开车和停车。通常设备中都会设置相应的防护设置,这也提供人员要远离,以免造成不必须要的伤害。




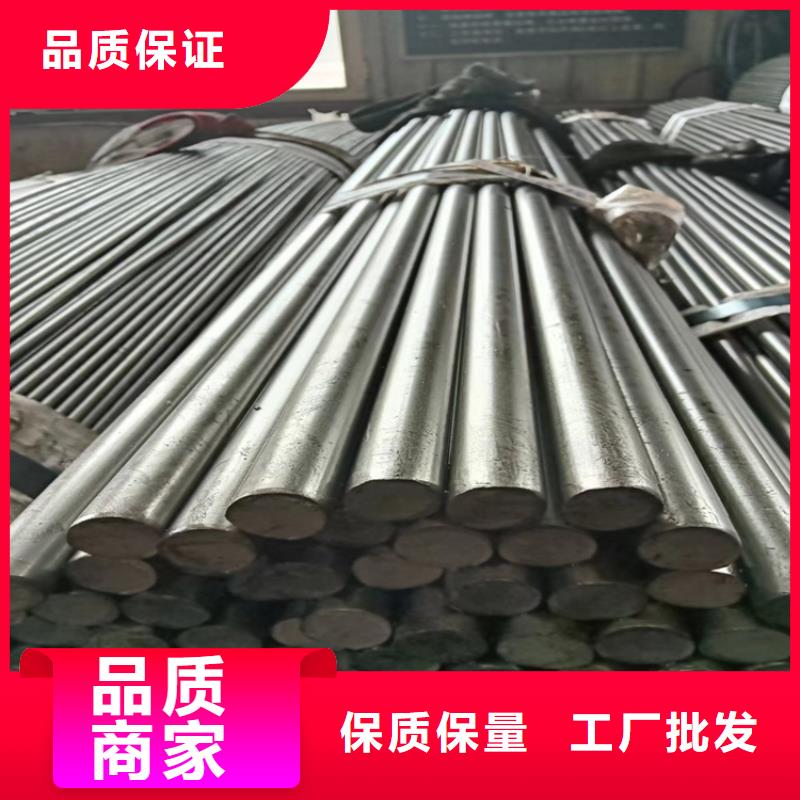
针对冷拉型钢异型钢在冲压加工后出现的表面不光滑,甚至是开裂现象进行了分析,得到的结果是,由于目前设备、材料及工艺技术操作难于掌握,冷拉后表面硬度加硬,没有退火处理,在冲压高强度下钢材延伸率超过了冷拉钢韧性,所以在调质过程中容易使产品产生开裂事故。 通常情况下,成分偏析、气体和夹杂物的存在以及锻造温度和锻造比等掌握不当的时候,问题发生的就比较多。由于冷拉型钢的原材料常存在带状偏析,当经过热压力加工后仍保留有成分偏析,经淬火后这种偏析可从退火组织中看到。而且正是因为有偏析,才使得冷拉型钢在氧化性气氛中加热接近固相线,容易产生析出物或杂质等,成为缺陷产生的主要原因。已经有研究表明,冷拉型钢因锻造工艺、热处理工艺等问题,淬火后获得混合组织和复杂的应力分布,才会造成开裂现象的发生。对易开裂的工件,是采用可控气体多用炉进行等温淬火、高温回火等,这样效果才会更加稳定。


鑫泽金属制品有限公司始终坚持以用户至上,质量至上,信誉至上,服务至上为经营方针,我们将以优良的 山西阳泉扁钢产品和好的服务与各界朋友真诚合作,共图发展,并且以优越的条件与贡献社会的理念,竭诚欢迎广大新老客户来我公司视察,探讨合作,我们将竭尽全力为您提供服务,携手共进,共创辉煌!




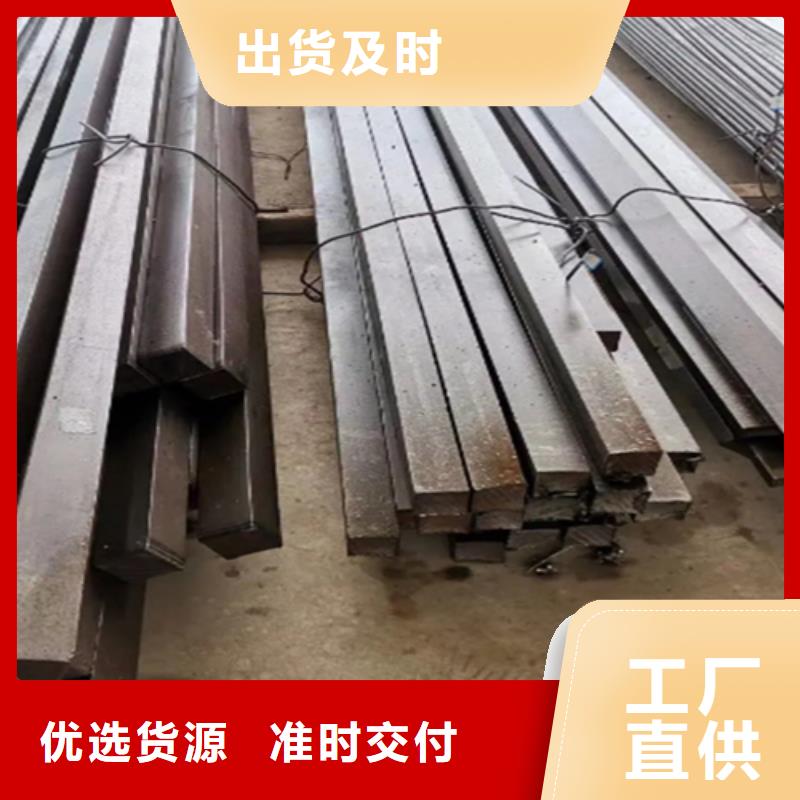
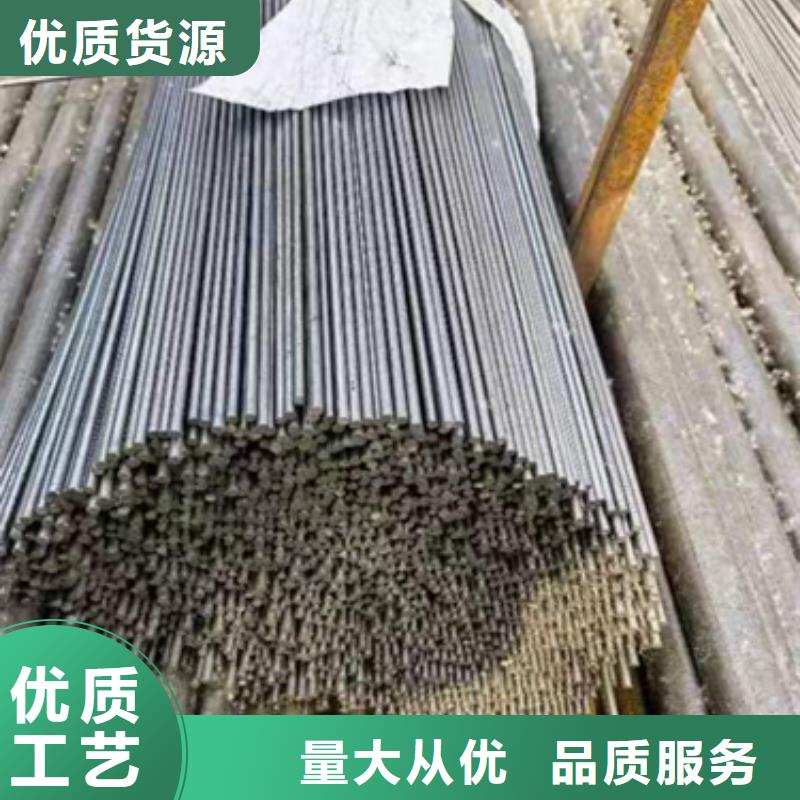
冷拉异型钢时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同根T型钢冷拉率也不一 样)冷拉质量得不到保证。不同炉批的冷拉控制:对于混杂,分不清炉批的T型钢,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的T型钢,每根的冷拉率和控制应力都要符合规范规定。冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.51.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2---3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。冷拉应力控制的情况:对于工、亚、IV级T型钢和5号钢的型钢,在冷拉后,作硕应力T型钢使用的,要用冷拉应力控制。但T型扁钢冷拉后经检查,冷拉率超过了规范规定,还要再进行机械能实验。冷拉率测定控制要求:以冷拉率控制T型钢冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批T型钢的实际冷拉率。如果T型钢强度偏高,平均的冷拉率低于1%时,在T型钢冷拉时,仍要按1%的冷拉率控制。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。
