

彰显品质聚氨酯发泡保温管熔体流动速率外护管供应方就注明外护管的熔体流动速率值,以便于外护管焊接时参考。当两个外护管焊接时,其熔体流动速率的差值不应大于0.5g/10min。外护管外观外护管应为黑色,其内外表面目测不应有损失其性能的沟槽。不允许有气泡、裂纹、凹陷、杂质、颜色不均等缺陷。管两端应切割平整,并与管的轴线垂直,角度误差应小于2.5°。拉伸屈服强度及断裂伸长率外护管任意位置的拉伸屈服强度不应小于19mpa、断裂伸长率不应小于350%。纵向顺缩率
外护管任意管段的纵向回缩率不应大于3%。纵向回缩率试验结束时管材表面不应出现裂纹、空洞、气泡等缺陷。外护管的长期机械性能外护管的长期机械性能应满足的要求。外护管规格预制保温用外护管的公称外径和最小壁厚应符合规定。外护管外径和壁厚允许的极限偏差应符合gb/t 13018规定。保温层材料采用聚氨酯硬质泡沫塑料。泡沫体应无污斑、无收缩分层开裂现象。泡孔应均匀细密。按5.3.1的要求试验时,沿径向测量的泡孔平均尺寸不应大于0.5mm。要求试验时泡沫的闭孔率不应小于88%。



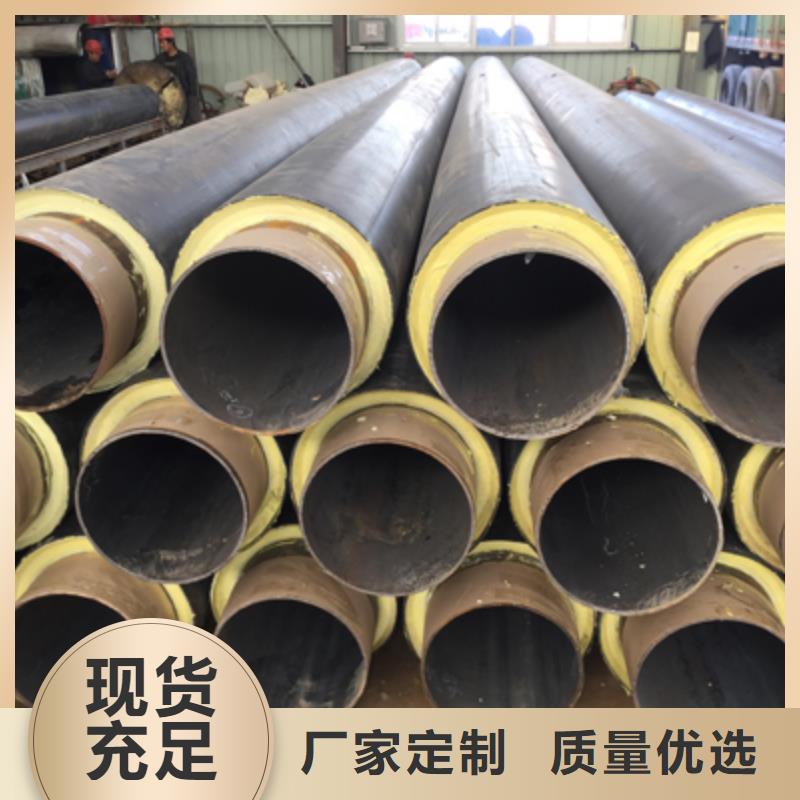
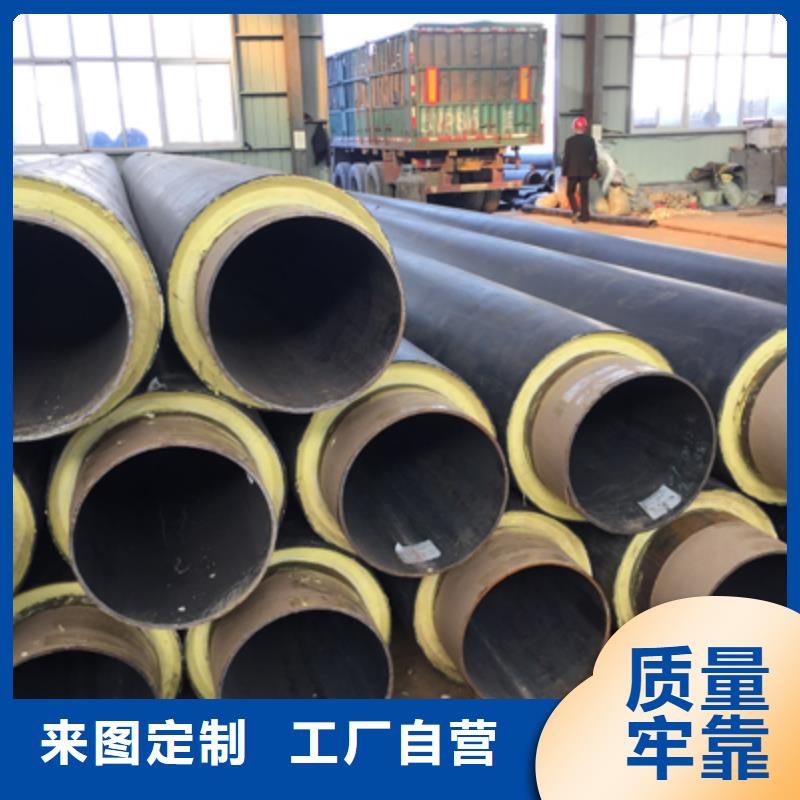
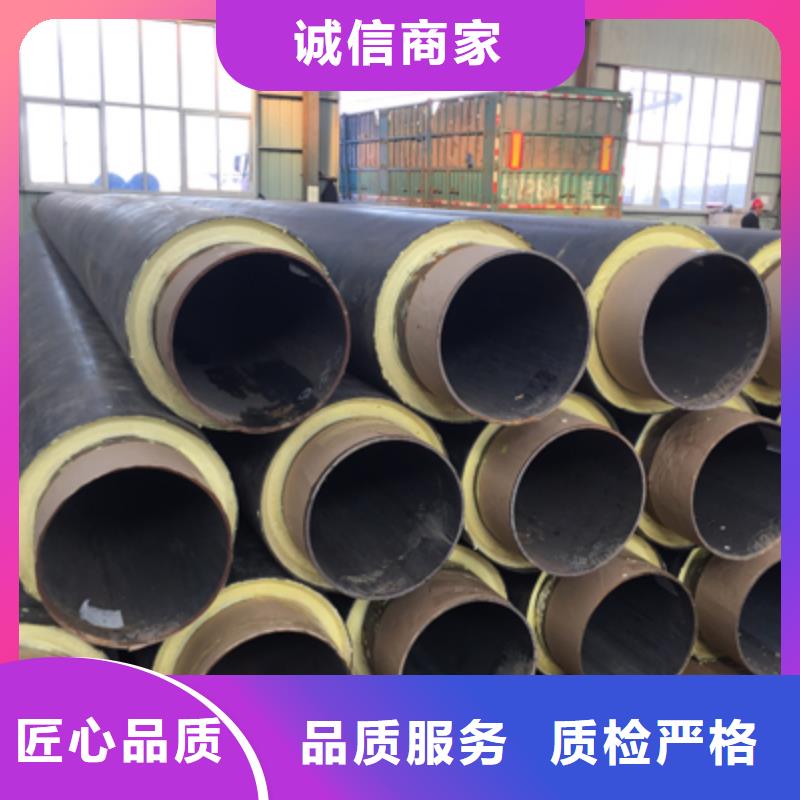
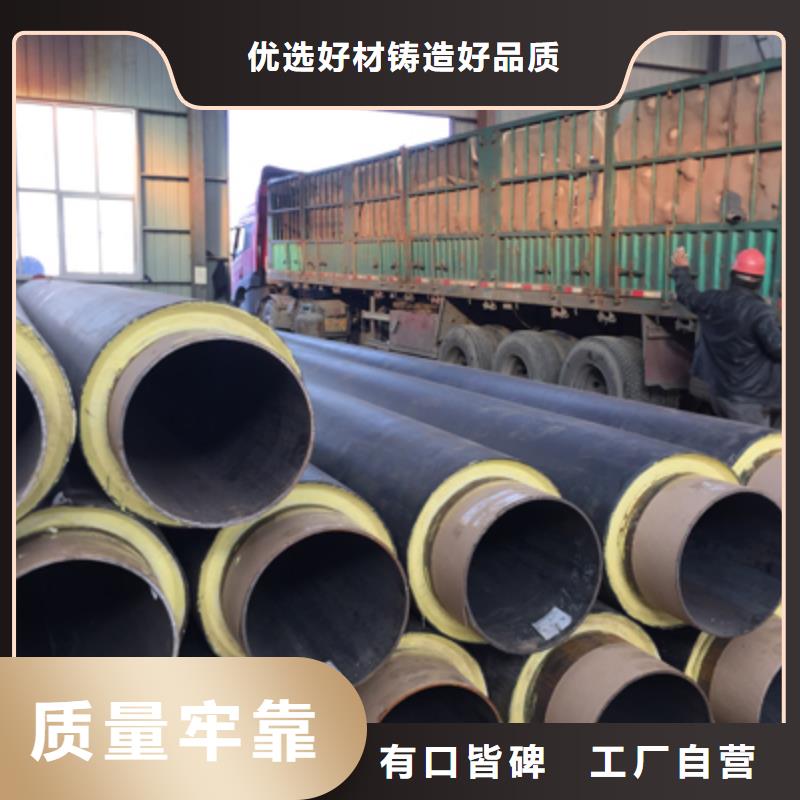
保温钢管制作的简易工艺流程: 步是对防腐钢管进行检验,使之符合制作保温钢管的条件,综合各种条件对钢管进行检验;第二步是除去钢管上的绣,利用某 些特殊原料清楚钢管表面的锈迹,使钢管没有被腐蚀的情况;第三步是穿管成型,将除锈防腐后的钢管套在聚乙烯套管内;第四步是封头修补,中间注入聚氨酯泡 沫,使之充分填满钢管与聚乙烯套管之间的空隙,使之成为一体; 一步是成品检验,对制作完成的保温钢管进行成品的检验,符合规格的产品进行出售,不符合 的产品进行重新的整修和改进。 制作保温钢管的主要设备:钢管缓冲平台、拨管机组、牵引机、穿管机械、高压发炮机、修补平台、传动线、钢管预热炉、抛丸机主机 检验台和不合格钢管返回传动线、快进滚轮组、快出滚轮、检验平台等。 利用这些主要设备能够制作良好的保温钢管,制作时要充分利用这些设备,使之发挥更大的作用,争取生产出更加合格的产品。


