

以下的不锈钢焊管201不锈钢焊管厂家直销售后完善视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能全面了解产品魅力。
以下是:不锈钢焊管201不锈钢焊管厂家直销售后完善的图文介绍
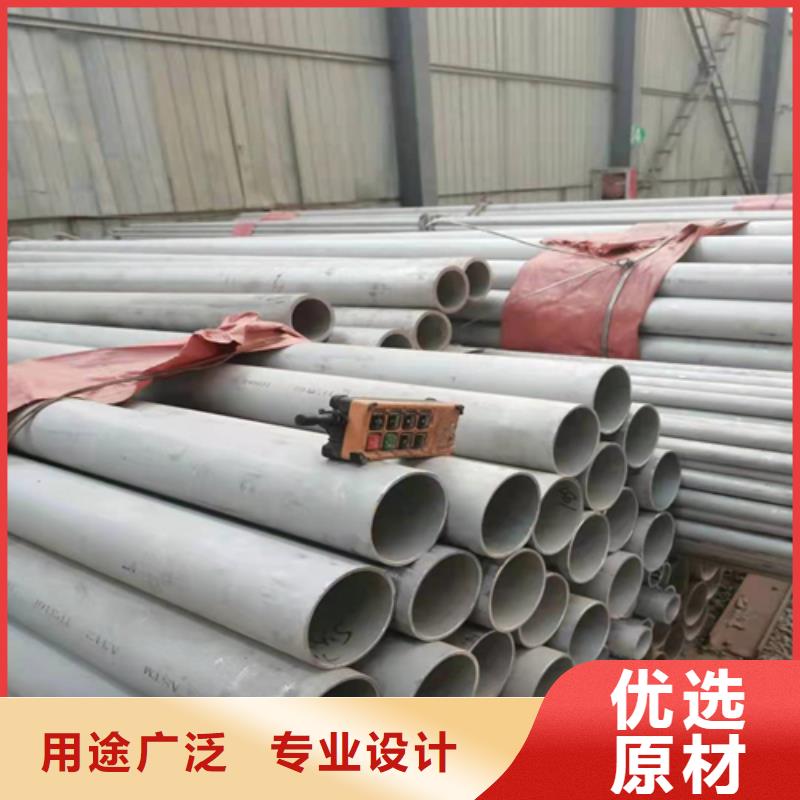
产品特点图

松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,?缝钢管与不锈钢焊管有什么区别不锈钢管可以分为不锈钢?缝管和不锈钢焊管,它们有哪些不同?各?有哪些优点呢?外观对?1.外观来看不锈钢焊管?般程??且?绣。普通?缝钢管表?会有浮绣或红褐?。2.?缝钢管?艺上是拉制的,没有焊接缝,材质上可以是普通20号钢,也可以是不锈钢。?艺对?不锈钢?缝管是?种具有中空截?、周边没有接缝的长条钢材。该产品的壁厚越厚,它就越具有经济性和实?性,壁厚越薄,它的加?成本就会?幅度的上升;该产品的?艺决定它的局限性能,?般?缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本?,且内外表还有?点、?点不易去除;它的检测及整形必须离线处理。因此它在?压、?强度、机械结构?材??体现了它的优越性。焊接钢管简称焊管,常?钢材或钢带经过机组和模具卷曲成型后焊接制成的钢管。焊接钢管?产?艺简单,?产效率?,品种规格多,设备投资少,但?般强度低于?缝钢管。20世纪30年代以来,随着优质带钢连轧?产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提?,焊接钢管的品种规格?益增多,并在越来越多的领域尤其是在换热谁备?管、装饰管、中低压流体管等??代替了?缝钢管。

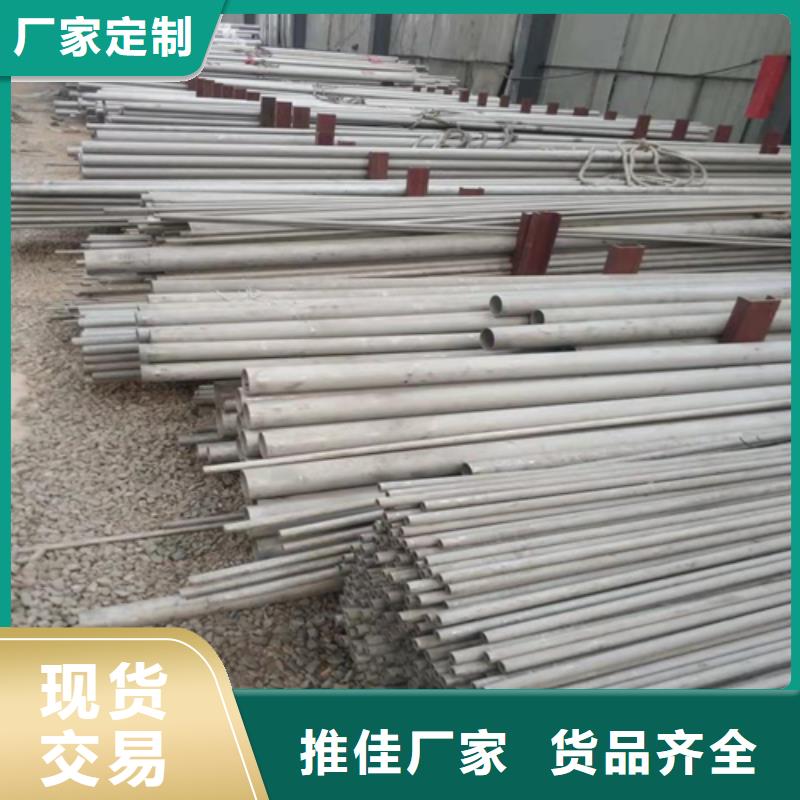
适用范围


北海松润金属材料有限公司成立与2005年,厂家通过多年积累,技术力量雄厚,【不锈钢型材】产品质量实行层层把关,加工检测设备齐全先进,各种【不锈钢型材】产品质量已得到全国行业用户的认可好评。




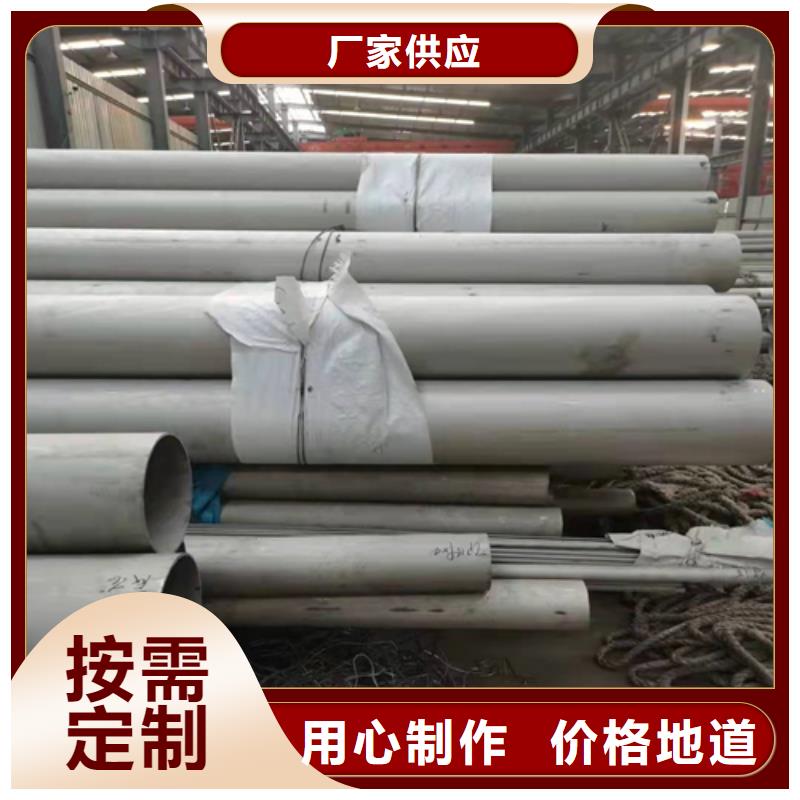
为什么选择我们

松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管不锈钢管焊接技术种类采?的焊接?艺:采??规范可防?晶间腐蚀、热裂纹及变形的产?,焊接电流?低碳钢低20%;为保证电弧稳定燃烧,采?直流反接;短弧焊收弧要慢,填满弧坑,与介质接触的? 焊接;多层焊时要控制层间温度,焊后可采取强制冷却;不要在坡?以外的地?起弧,地线要接好;焊后变形只能?冷加?矫正。1) 氩弧焊不锈钢采?氩弧焊时,由于保护作?好,合?元素不易烧损,过渡系数较?,故焊缝成形好,没有渣壳,表?光洁,因此焊成的接头具有较?的耐热性和良好的?学性能。?前在氩弧焊中应?较?的是??钨极氩弧焊,?于焊接0.5~3mm的不锈钢薄板,焊丝的成分?般与焊件相同,保护?体?般采??业纯氩?,焊接时速度应适当地快些,尽量避免横向摆动。对于厚度?于3mm的不锈钢,可采?熔化极氩弧焊。熔化极氩弧焊的优点是?产率?,焊缝的热影响区?,焊件的变形?和耐腐蚀性好,并易于?动化操作。2) ?焊由于?焊?便灵活,可焊各种空间位置的焊缝,不锈钢焊管,对?些薄板结构和薄壁管等不锈钢部件,在没有耐腐蚀要求下有时可采??焊。为防?过热,焊嘴?般?焊接同样厚度的低碳钢时要?,?焊?焰要使?中性焰,焊丝根据焊件成分和性能选择,?焊粉??剂101,焊接时 ?左焊法,焊接时焊炬焊嘴与焊件倾?成 40~50°,焰芯距熔池应不?于2mm,焊丝端头与熔池接触,并与?焰?起沿焊缝移动,焊炬不作横向摆动,焊速要快,并尽量避免中断。3) 埋弧焊埋弧焊适?于中等厚度以上的不锈钢板(6~50mm)的焊接,采?埋弧焊?产率?,焊缝质量好,但易引起合?元素及杂质的偏析。4) ??焊??焊是?种?常普遍的、易于使?的焊接?法.电弧的长度靠?的?进?调节,它决定于电焊条和?件之间缝隙的??.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接?法很简单,可以?来焊接?乎所有材料.对于室外使?,它有很好的适应性,即使在?下使?也没问题.?多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于?的?:当你改变电极与?件的缝隙时,你也改变了电弧的长度.在?多数情况下,焊接采?直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合?或?合??属芯丝和焊条药?组成.这层药?保护焊缝不受空?的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,不锈钢焊管,也可是缄性的,这决定于药?的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来?空?的潮?会很快在焊条中积聚。

