

以下是:买圆管必看-质量优的产品参数买圆管必看-质量优,万泽锦达机械制造有限公司专业从事买圆管必看-质量优,联系人:李金友万泽锦达,电话:13835146197、13835146197,QQ:394893978,发货地:小店区208国道东蒲村东蒲路1号发货到湖北省 恩施市 利川市、建始县、巴东县、宣恩县、咸丰县、来凤县、鹤峰县,以下是买圆管必看-质量优的详细页面。 湖北省,恩施土家族苗族自治州 恩施州属亚热带季风性山地湿润气候;海拔落差大,小气候特征明显,垂直差异突出,“一山有四季,十里不同天”;年均气温16.2℃,年平均降水量1600毫米。地处武汉和重庆两大“火炉”之间,是适宜人类居住的地区之一。
为了给您提供更的买圆管必看-质量优产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。以下是:买圆管必看-质量优的图文介绍湖北恩施万泽锦达机械制造有限公司创建于2008年10月,厂家位于经济繁华的小店区208国道东蒲村东蒲路1号,地理位置优越,交通十分便捷。厂家经过几年来的艰苦创业与诚信经营,现拥有一套完善的生产【圆管弯弧机】管理体系与健全的销售网络。
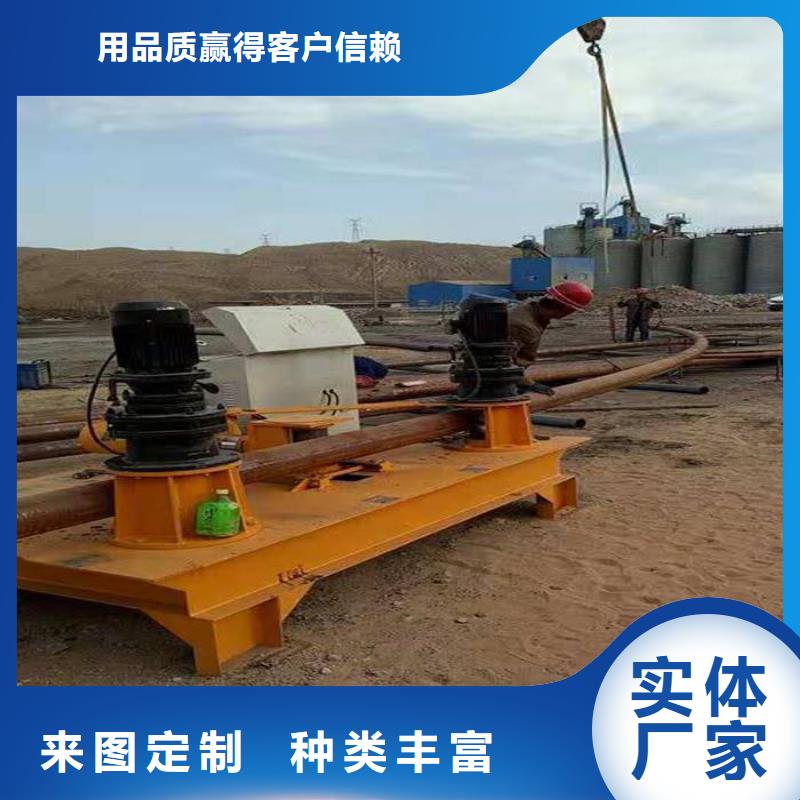
圆管弯管机模具卷圆机简介
我公司该设备采用设计的减速箱传动,弯圆过程中配合压条性定形卷圆弯制设备的电路控制。
其结构具有体积小、能耗低、无噪音、安装使用方便、操作简单、承载能量卷圆速度快、产品质量可靠等优点。液压卷圆机是机械式卷圆机的产品能加大了卷圆的厚度和宽度、能够完成机械式卷圆无法卷动厚板的缺点、代替了原有钢板下料、对接、校正、车床加工等复杂工艺并节省了氧气、乙炔、劳动力、原材料等、是制造法兰的母体。
热弯和冷弯两者区别一般来讲,冷弯就是用冷弯机弯的,不加热;而热弯需要加热,所以其中就只有一个区别:冷弯有应力热弯没有。
定制数控方管弯管机设备参数:
重量 1.5t
电机功率 4kw*3
生产速度 5m/min
配用电机 jy112m-4
外形尺寸 1200×1420×1150mm
电压 380v
圆管弯管机型号组成:机械传动部分,智能控制系统、模具平台弯管机因模具安装位置位于机器平台上而得名。平台弯管机分为:电动平台弯管机及液压平台弯管机。
电动平台弯管机采用涡轮减速箱传动,弯管过程轮模转动,配合压条性定型弯管,保证了弯曲半径的统一。可弯不同直径的圆管,方管,矩形管等机器体积小、拆卸模具方便、操作简单经济实用。
安装时请正确引入电源线,初次使用前减速箱里需加齿轮油或机油、使用约三月后需换更换、以后每年换一次。切记不能高负荷使用设备(如:150型液压平台弯管机,适用于管直径小于150mm*8.0的管子加工,管子大于150mm则属于高负荷使用)
卷圆机设备简介:
圆管冷弯机是将碳钢、不锈钢、有色金属型材(角钢、带钢、槽钢、管子等)卷制成圆环的卷圆装置。
圆管冷弯机是卷圆机类型中一般分为:电动卷圆机及液压卷圆机,电动卷圆机是由电机作为动力驱动转速箱实现弯管功能,液压卷圆机则是由液压系统控制完成。由于平台弯管机体积小、拆卸模具方便、操作简单、经济实惠。
此款类型设备采用液压系统,具有传动平稳,压力大等特点,主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢角钢H型钢等型材的弯曲。弯拱机已成为隧道支护钢拱架加工制作的新型设备。
本设备可将各种型号的型材如:槽钢、工字钢、H型钢、扁钢、钢管等弯曲成圆形、弧形、法兰、螺旋形等工件。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
买圆管必看-质量优_万泽锦达机械制造有限公司,固定电话:13835146197,移动电话:13835146197,联系人:李金友万泽锦达,QQ:394893978,小店区208国道东蒲村东蒲路1号 发货到 湖北省恩施市。












