

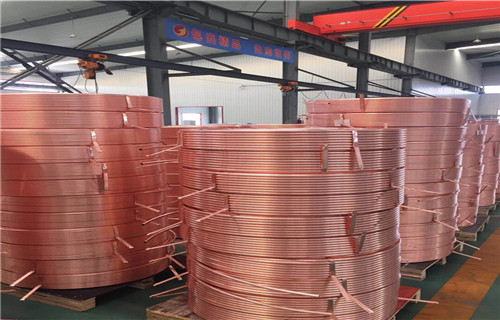

以下是:56*6紫铜管的产品参数
牌号 T2 生产厂家 山东创弘 硬度 65以上 56*6紫铜管,创弘金属制造有限公司为您提供56*6紫铜管,联系人:赵健,电话:0635-2998382、13863510800,QQ:512533080,请联系创弘金属制造有限公司,发货地:经济技术开发区工业园发货到青海省 西宁市 湟中区、湟源县。 青海省,西宁市 西宁市地处中国西北地区、青海省东部、湟水中游河谷盆地,是青藏高原的东方门户,古“丝绸之路”南路和“唐蕃古道”的必经之地,自古就是西北交通要道和军事重地,素有“西海锁钥”、海藏咽喉之称,是世界高海拔城市之一,青海省的政治、经济、科教、文化、交通和通讯中心,也是国务院确定的内陆开放城市,中央军委西宁联勤保障中心驻地。
文字再美,也抵不过视频中的56*6紫铜管产品真实呈现,赶快点击观看吧!
以下是:56*6紫铜管的图文介绍青海西宁创弘金属制造有限公司地处经济技术开发区工业园,本公司是一家集生产,加工、销售、配送为综合服务为一体多元化的企业。优越的地理位置,便捷的物流配送,为企业发展提供了良好的外围环境。充足的库存,丰富的品种,齐全的规格,是满足用户大量需求强有力的保证。公司主营产品 紫铜排。企业文化 经营理念:一诺千金,双赢互利,品质永恒。
1、氧乙炔焊紫铜氧乙炔焊时可采用丝201(或丝202)焊丝与熔剂301。焊前经400~700℃预热,焊接火焰采用中性焰和较大的火焰功率。采用较少的焊接层数,焊后锤击焊缝减小焊接应力。2、焊条电弧焊紫铜焊条电弧焊可选用铜107或铜227焊条。电源采用直流反接。焊前预热温度300~500℃,焊接时采用短弧、直线往返运条,焊后锤击焊缝,减小焊接应力。3、钨极氩弧焊紫铜钨极氩弧焊所用的焊丝及熔剂与氧乙炔焊时相同,电源采用直流正接。焊前要预热,但温度不宜过高。
铜管是现代承包商在所有住宅商品房的自来水管道、供热、制冷管道安装的。1、由于铜管容易加工和连接,使其在安装时,可以节省材料和总费用,具有很好的稳定性以及可靠性,可省去维修。2、铜是轻便的。 对相同内径的绞螺纹管而言,铜管不需要黑色金属的厚度。当安装时,铜管的输送费用更小,维护更容 易,占用空间更小。3、铜是可以改变形状的。 因为铜管可以弯曲、变形,铜管它常常可以做成弯头和接头,光滑的弯曲允许铜管以任何角度折弯。4、铜是易连接的。5、铜是的。 不渗漏、不助燃、不产生有毒气体、耐腐蚀。
56*6紫铜管,创弘金属制造有限公司为您提供56*6紫铜管的资讯,联系人:赵健,电话:0635-2998382、13863510800,QQ:512533080,发货地:经济技术开发区工业园。








