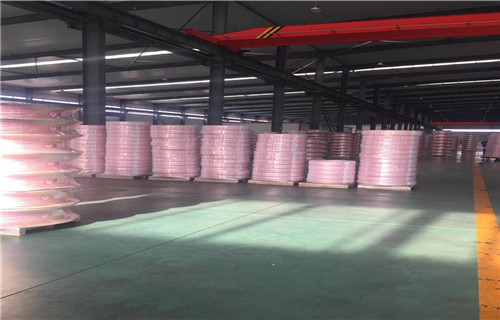


以下是:包塑紫铜管的产品参数
牌号 T2 生产厂家 山东创弘 硬度 65以上 在安徽省铜陵市采购包塑紫铜管请认准创弘金属制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:赵健-13863510800,QQ:512533080,地址:经济技术开发区工业园发货到安徽省 铜陵市 铜官山区、狮子山区)。 安徽省,铜陵市 铜陵市,简称“铜”,别名铜都,古称定陵、义安,安徽省辖地级市,是长江三角洲中心区城市,地处中国华东地区,安徽省中南部、长江下游,介于东经117°04’—118°09’、北纬30°38’—31°09’之间,东与芜湖市接壤,南与池州市交界,西与安庆市毗邻,北与合肥市相邻。铜陵市总面积2991.87平方千米,辖3个市辖区、1个县,市政府驻铜官区。截至2022年末,铜陵市常住人口130.1万人,城镇化率为66.5%。
我们的包塑紫铜管视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
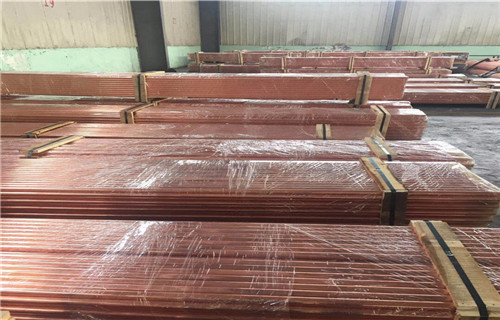
以下是:包塑紫铜管的图文介绍展望未来,安徽铜陵创弘金属制造有限公司不是一味的追求什么规模,而是生产出优质 紫铜排产品,为客户服务,让客户心中永远记得有这样一个重质量,守诚信的单位,永远存在于广大客户的心中。
1、氧乙炔焊紫铜氧乙炔焊时可采用丝201(或丝202)焊丝与熔剂301。焊前经400~700℃预热,焊接火焰采用中性焰和较大的火焰功率。采用较少的焊接层数,焊后锤击焊缝减小焊接应力。2、焊条电弧焊紫铜焊条电弧焊可选用铜107或铜227焊条。电源采用直流反接。焊前预热温度300~500℃,焊接时采用短弧、直线往返运条,焊后锤击焊缝,减小焊接应力。3、钨极氩弧焊紫铜钨极氩弧焊所用的焊丝及熔剂与氧乙炔焊时相同,电源采用直流正接。焊前要预热,但温度不宜过高。
紫铜的电导率和热导率仅次于银,广泛用于制作导电、导热器材。紫铜在大气、海水和某些非氧化性酸(盐酸、稀硫酸)、碱、盐溶液及多种有机酸(醋酸、柠檬酸)中,有良好的耐蚀性,用于化学工业。另外,紫铜有良好的焊接性,可经冷、热塑性加工制成各种半成品和成品。20世纪70年代,紫铜的产量超过了其他各类铜合金的总产量。
今天,在高科技的催发下,新兴的铜产业迎来了新的发展契机,焕发出夺目的光彩, 铜装饰企业在吸取千年青铜文化,溶入现代高新科技中孕育而生, 在今后的发展道路上,必将用自身独特的设计制造风格诠释与演绎着新型的文化创意铜文化。
紫铜中的微量杂质对铜的导电、导热性能有严重影响。其中钛、磷、铁、硅等显著降低电导率,而镉、锌等则影响很小。氧、硫、硒、碲等在铜中的固溶度很小,可与铜生成脆性化合物,对导电性影响不大,但能降低加工塑性。普通紫铜在含氢或一氧化碳的还原性气氛中加热时,氢或一氧化碳易与晶界的氧化亚铜(Cu2O)作用,产生高压水蒸气或二氧化碳气体,可使铜破裂。这种现象常称为铜的“氢病”。氧对铜的焊接性有害。铋或铅与铜生成低熔点共晶,使铜产生热脆;而脆性的铋呈薄膜状分布在晶界时,又使铜产生冷脆。磷能显著降低铜的导电性,但可提高铜液的流动性,改善焊接性。适量的铅、碲、硫等能改善可切削性。紫铜退火板材的室温抗拉强度为22~25公斤力/毫米2,伸长率为45~50%,布氏硬度(HB)为35~45。纯铜导热系数为386.4 w/(m.k).
选购包塑紫铜管来安徽省铜陵市找创弘金属制造有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:赵健-13863510800,{QQ:512533080},地址:[经济技术开发区工业园]。
















