

以下是:螺旋钢管-螺旋钢管专业厂家的产品参数在广西省北海市采购螺旋钢管-螺旋钢管专业厂家请认准盐山全通管道有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:销售部 王经理-13832702077,QQ:752549820,地址:盐山县城南开发区发货到广西省 北海市 海城区、银海区、铁山港区、合浦县)。 广西壮族自治区,北海市 北海市,广西壮族自治区辖地级市,别名“珠城”,北部湾城市群、广西北部湾经济区重要节点城市,地处广西壮族自治区南端,北部湾东北岸,地势总体呈北高南低,地形平坦开阔;气候属海洋性季风气候,具有典型的亚热带特色,总面积3337平方千米。截至2021年底,全市下辖3个区、1个县,常住人口187.24万人。
如果你想要更深入地了解我们的螺旋钢管-螺旋钢管专业厂家产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:螺旋钢管-螺旋钢管专业厂家的图文介绍螺旋钢管是一家集销售配送为一体的大型 螺旋钢管企业,成立于2008年,注册资金1200万。主要销售 螺旋钢管。公司以的产品品质与服务,赢得良好的口碑。在未来的日子里,公司将以稳健的姿态,服务于广大经销商与终端用户,立志成为的 螺旋钢管服务企业。
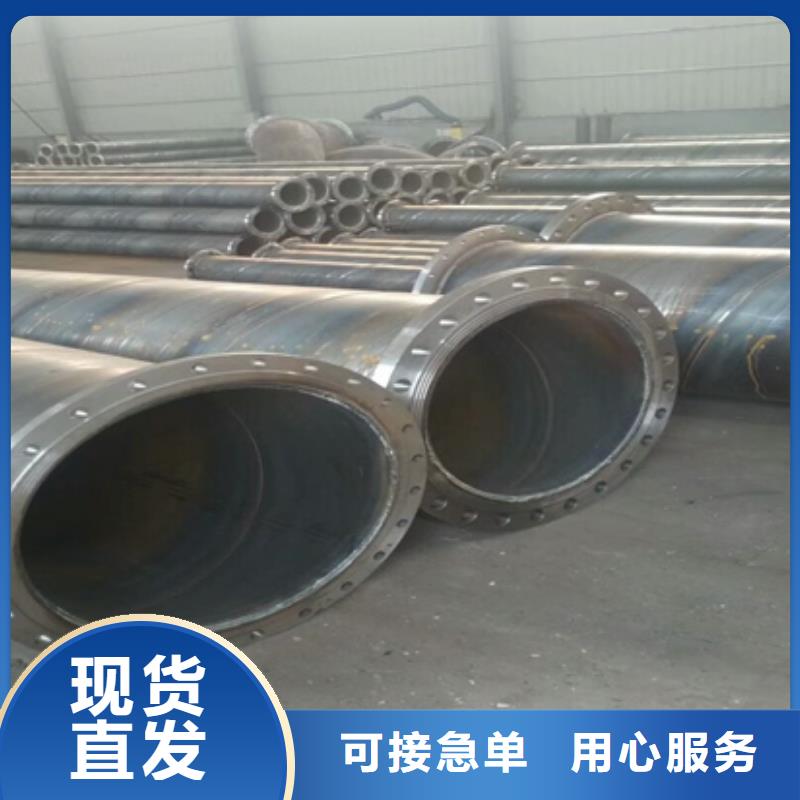
我公司主要生产经营螺旋钢管,双面埋弧焊螺旋管,大口径螺旋管,大口径厚壁螺旋钢管。普通流体输送用螺旋管材质有Q235A,Q235B、20#、Q345(16Mn)等材质螺旋焊管;与L245(B)、L290(X42)、L320(X46)、L360(X52)、L390(X56)、L415(X60)、L450(X65)、L485(X70)、L555(X80) 等材质输送管道专用螺旋焊钢管。螺旋焊管统称的种类: 螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。
排水用Q235B螺旋焊接钢管焊接温度主要受高频涡流热功率的影响,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制焊接温度的目的。排水用Q235B螺旋焊接钢管通过冲击磨损试验,高钒高速钢的耐磨性是高铬铸铁的3.4倍,高锰钢的10. 5倍。因此,在居里点以下加热时,钢管的接边低管端温度不均匀的关键措施。综上所述,在冲击过程中,基体吸收能量产生大量孪晶,再加上VC及基体之 间存在的半共格关系,使得VC不容易从基体脱落。
螺旋钢管厂根据以上分析,并结合对其他耐磨性较好试样的观察,建立冲击条件下高银 速钢的磨损模型。Q235B螺旋焊管是现在市场上多的一种材质,而且螺旋钢管现货都是q235b的,q235螺旋钢管中的q235代表的是一种材质,这种材质是说的屈服度是235兆帕左右,并且会随着壁厚的变化而改变屈服度,也就是说壁厚越厚屈服度越小,由于q235螺旋钢管焊接方便,价格便宜。用途范围也是很多,就现在来说q235螺旋钢管是销量多的。Q235螺旋钢管中Q代表的是这种材质的屈服极限,后面的235,就是指这种材质的屈服值,在235MPa左右。并会随着材质的厚度的增加而使其屈服值减小。由于含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途广泛。是目前螺旋钢管中使用率 的材质。
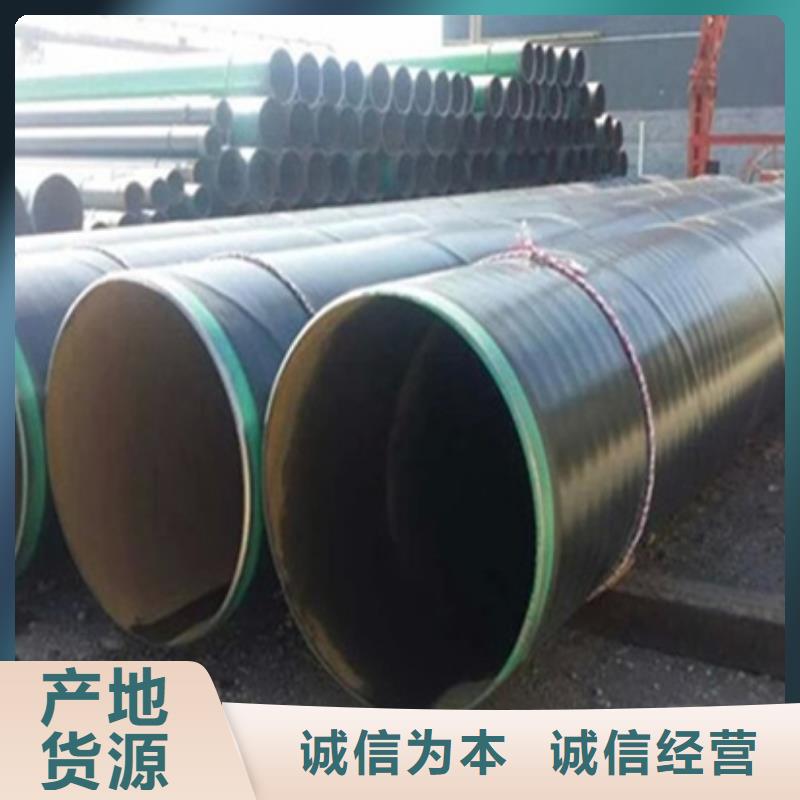
螺旋焊接钢管焊缝内产生热裂纹,主要是在起弧和熄弧弧坑处容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊。热裂纹在焊缝应力很大的时候,或者焊缝金属内的si很高的时候容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置 安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取 值,薄壁取小值。螺旋焊接钢管价格近期受各方面因素影响,价格涨势创近年新高。
螺旋焊接钢管加工采用外控或内控辊式成型。原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。螺旋焊接钢管加工采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 螺旋钢管成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。螺旋焊接钢管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。螺旋焊接钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求,质量检测方法如下:从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。
材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。
今年在广西省北海市购买螺旋钢管-螺旋钢管专业厂家有了新选择,盐山全通管道有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的螺旋钢管-螺旋钢管专业厂家产品。如需购买或咨询,请随时联系我们,联系人:销售部 王经理-13832702077,QQ:752549820,地址:盐山县城南开发区。








