以下是:钢制翅片管价格实惠的产品参数
名称 翅片管 规格 齐全 材质 20# 304 q235b 产地 聊城 仓库地址 浩泽库 计重方式 米计 可定制 是 品牌 浩泽 用途 换热系统 应用场所 锅炉 电站 钢制翅片管价格实惠_浩泽物资有限公司,固定电话:13563000517,移动电话:0635-8876891,联系人:周经理,QQ:951556567,大东钢管产业园发货到云南省 玉溪市 红塔区、江川区、澄江市、通海县、华宁县、易门县 发货到 云南省玉溪市。 云南省,玉溪市 玉溪市,云南省辖地级市,位于云南省中部,地理坐标处于北纬23°19′至24°53′、东经101°16′至103°09′之间。北接省会昆明市,西南连普洱市,东南邻红河哈尼族彝族自治州,西北靠楚雄彝族自治州,玉溪市面积约1.5万平方千米辖2区、1市、3县及3个民族自治县,市委、市政府驻红塔区。截至2022年末,玉溪市常住人口227.8万人。
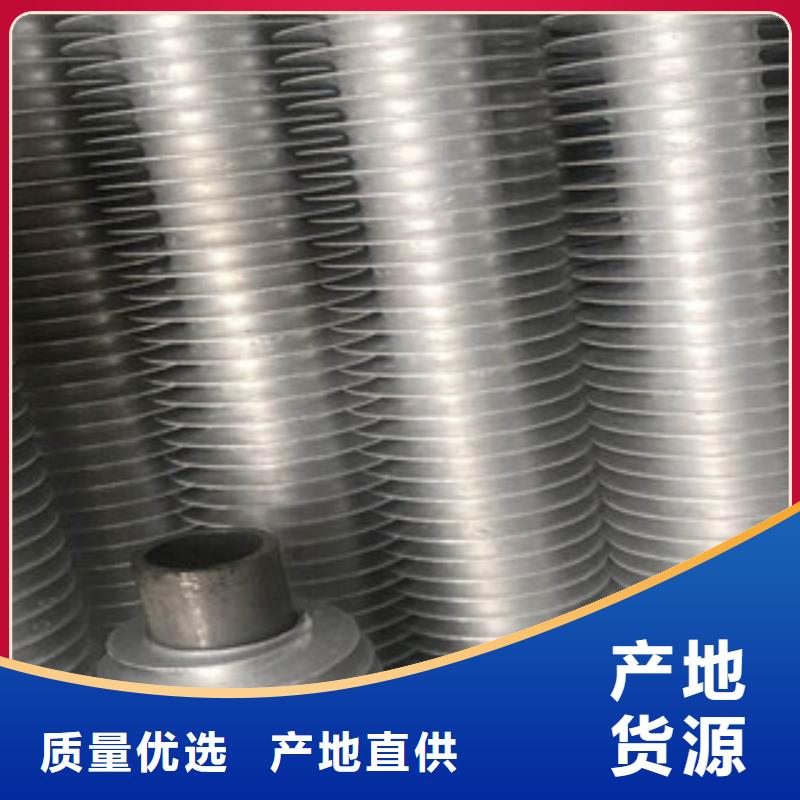
想知道钢制翅片管价格实惠产品为何如此受欢迎?观看视频,答案自在其中。以下是:钢制翅片管价格实惠的图文介绍把 翅片管烦恼交给云南玉溪浩泽物资有限公司、让我们为您提供专业优质的 翅片管解决方案!多年来服务万家客户,每批次 翅片管产品都经过严格质量体验,确保用户使用放心。
管子两侧的换热系数如果相差很大,则应该在换热系数小的一侧加装翅片。
:锅炉省煤器,管内走水,管外流烟气,烟气侧应采用翅片。
:空气冷却器,管内走液体,管外流空气,翅片应加在空气侧。
:蒸汽发生器,管内是水的沸腾,管外走烟气,翅片应加在烟气侧。
应注意,在设计时,应尽量将换热系数小的一侧放在管外,以便于加装翅片。
如管子两侧的换热系数都很小,为了强化传热,应在两侧同时加装翅片,若结构上有困难,则两侧可都不加翅片。在这种情况下,若只在一边加翅片,对传热量的增加是不会有明显效果的。
:传统的管式空气预热器,管内走空气,管外走烟气。因为是气体对气体的换热,两侧的换热系数都很低,管内加翅片又很困难,只好用光管了。
:热管式空气预热器,虽然仍是烟气加热空气,但因烟气和空气都是在管外流动,故烟气侧和空气侧都可方便地采用翅片管,使传热量大大增加。
如果管子两侧的换热系数都很大,则没有必要采用翅片管。
:水/水换热器,用热水加热冷水时,两侧换热系数都足够高,就没有必要采用翅片管了。但为了进一步增强传热,可采用螺纹管或波纹管代替光管。
:发电厂冷凝器,管外是水蒸汽的凝结,管内走水。两侧的换热系数都很高,一般情况下,无需采用翅片管。
在翅片管和热管设计的时候,一般翅片管侧的换热和流动是被关注的重点,甚至传热系数的计算和取值也主要依赖于翅片侧的换热。这容易造成一种错觉:管内的流动和换热似乎是不怎么重要了,似乎在设计中可以不用考虑了。
事实上,这是不对的。我们既要考虑管内的流动和换热,还要保证管内的流体具有足够高的换热系数和合理的流动条件。我们要从如下问题来考虑。

一、翅片管的放置形式
是立放,横向,还是倾斜放置。如下图所示,因为只有清楚管子的放置形式才有利于看清楚理解不同情况下管内的相变过程。
二、管内流体管程的考虑
对单相流体(如水),一般应保证管内平均流速在1m/s左右,要通过合理的管程布置来调节管内的流速,所谓管程是指管内流体在换热器中走几个来回,管程数目越多,则每个管程“分摊”的管子数目越少,则管内流速就越高。如上面的附图所示,从水入口到水出口,水在管内走了六个来回,即管程数目为6。
每一个管程对应一排翅片管。对于管内流量特别小的场合,甚至可以做到每1支管或两支管作为一个管程;对于管内流量特别巨大的场合,可以选择1排或几排管作为一个管程。应当注意,对于管内为相变换热(蒸发或凝结)的场合,一般只取一个管程就可以了。
三、关于翅片管束的分组处理
关于翅片管束的分组处理,我们需要多方考虑。
分组布置的好处在于:
* 可使箱体分段加工,便于安装和运输;
* 可以安装吹灰孔和吹灰器;* 便于管束的检修和更换;
例如:若后几排管有露点腐蚀的风险,则应将其单独设为一组,便于拆检和更换。
如果在烟气的流动方向上,我们就该这样来进行设计处理,如下图所示:
四、小结
作为阶段小结,下面提出设计的几点经验,供参考:
(1)翅片管换热器和其他型式的换热器一样,设计的成功与否,50%(甚至更高)取决于经验,而经验是在工程项目设计实践中获得的。如果参与了10项以上的工程设计,算作稍有经验;参与了20项以上的工程设计,可称作比较有经验,而如果参与过30项以上的设计,则可认为是相当有经验了。
(2)成功的经验和不怎么成功的经验同等重要,若发现设备运行后,实测热负荷远远偏离设计值,就算不怎么成功,要分析原因;若发现翅片管管子的积灰,腐蚀严重,或出现其他没有预料到的情况,虽然能运行,也算不怎么成功,也应从设计上找原因;若出现问题,则属于失败的设计,因为“”具有一票否决权,更要仔细地调查分析发生的原因。
(3)为了做到设计的成功,或不出现大的失误,重要的莫过于设计前的现场调查和取证。尤其是翅片管多作为余热回收设备应用,是在主设备上“附加”的节能设备,所以,地掌握主设备的运行情况和现场的环境是至关重要的。
翅片管生产技术现状A套装翅片套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。
用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压人的。这种方法因为翅片的压人力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压人是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。
B镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。
C钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。
D高频焊螺旋翅片高频高频焊螺旋翅片管是目前应用为广泛的螺旋翅片管之一,现广泛应用于电力、冶金、水泥行业的预热回收以及石油化工等行业.高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。
E三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理如图1.8所示,在光管内衬一芯棒,经轧辊刀片的旋转带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。
目前三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管目前市场上多见为低翅片管,整体型高翅片管其材质多为铝、铜等,一般是冷轧成型。 鉴于现在市场上高频焊翅片管、有色金属整体轧制翅片管较容易找到,而整体轧制翅片管(钢)较少翅片管的应用场合。
在云南省玉溪市采购钢制翅片管价格实惠请认准浩泽物资有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:周经理-13563000517,QQ:951556567,地址:大东钢管产业园)。