以下是:热喷涂低价格施工的产品参数
山东锅炉热喷涂 山东 在湖南省湘潭市采购热喷涂低价格施工请认准宏合集团,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:张经理-13780722348,QQ:594476388,地址:开发区发货到湖南省 湘潭市 雨湖区、岳塘区、湘乡市、韶山市)。 湖南省,湘潭市 湘潭市从南朝开始建县,距今已有1500多年,是湖湘文化的重要发祥地、中国红色文化的摇篮,有“小南京”、“金湘潭”的美誉。“湘中灵秀千秋永,天下英雄一郡多”,湘潭伟人、巨匠灿若星辰——一代毛泽东、开国元勋彭德怀、蜀汉名相蒋琬,晚清重臣曾国藩,文化名人齐白石,将领黄公略、开国大将陈赓、谭政等都诞生于此。
想知道热喷涂低价格施工产品为何如此受欢迎?观看视频,答案自在其中。
以下是:热喷涂低价格施工的图文介绍湖南湘潭宏合集团是 无缝钢管生产基地,设备工艺先进,技术力量雄厚,省部级重合同守信用企业, 无缝钢管定点生产厂家。我司拥有完整、科学的质量管理体系。湖南湘潭宏合集团的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988GB 11375-1999 金属和其他无机覆盖层热喷涂操作 2000-03-01实施,代替GB 11375-1989GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:的质量要求 2004-05-01实施GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006
电弧类喷涂
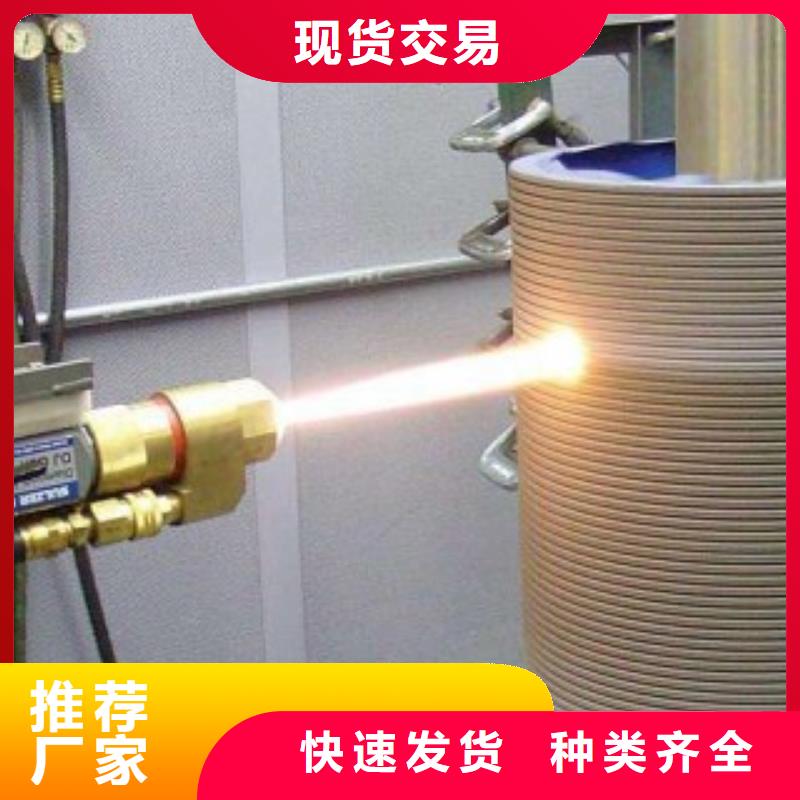
1、电弧喷涂:电弧喷涂:在两根焊丝状的金属材料之间产生电弧,因电弧产生的热使金属焊丝逐渐熔化,熔化部分被压缩空气气流喷向基体表面而形成涂层。电弧喷涂按电弧电源可分为直流电弧喷涂和交流电弧喷涂。直流:操作稳定,涂层组织致密,效率高。交流:噪音大。电弧产生的温度与电弧气体介质、电极材料种类及电流有关(如Fe料,电流280安,电弧温度为6100K)。但一般来说,电弧喷涂比火焰喷涂粉末粒子含热量更大一些,粒子飞行速度也较快,因此,熔融粒子打到基体上时,形成局部微冶金结合的可能性要大的多。所以,涂层与基体结合强度较火焰喷涂高1.5~2.0倍,喷涂效率也较高。电弧喷涂还可方便地制造合金涂层或“伪合金”涂层。通过使用两根不同成分的丝材和使用不同进给速度,即可得到不同的合金成分。电弧喷涂与火焰喷涂设备相似,同样具有成本低,一次性投资少,使用也方便等优点。但是,电弧喷涂的明显不足,喷涂材料必须是导电的焊丝,因此只能使用金属,而不能使用陶瓷,限制了电弧喷涂的应用范围。近些年来,为了进一步提高电弧喷涂涂层的性能,国外对设备和工艺进行了较大的改进,公布了不少 。例如,将甲烷等加入到压缩空气中作为雾化气体,以降低涂层的含氧量。日本还将传统的圆形丝材改成方形,以改善喷涂速率,提高了涂层的结合强度。2、等离子喷涂:等离子喷涂:包括大气等离子喷涂,保护气氛等离子喷涂,真空等离子喷涂和水稳等离子喷涂。等粒子喷涂技术是继火焰喷涂之后大力发展起来的一种新型多用途的精密喷涂方法,它具有:①超高温特性,便于进行高熔点材料的喷涂。②喷射粒子的速度高,涂层致密,粘结强度高。③由于使用惰性气体作为工作气体,所以喷涂材料不易氧化。等离子的形成(以N2为例)气体电离后,在空间不仅有原子,还有正离子和自由电子,这种状态就叫等离子体。等离子体可分为三大类:①高温高压等离子体,电离度,温度可达几亿度,用于核聚变的研究;②低温低压等离子体,电离度不足1%,温度仅为50~250度;③高温低压等离子体,约有1%以上的气体被电离,具有几万度的温度。离子、自由电子、未电离的原子的动能接近于热平衡。热喷涂所利用的正是这类等离子体。
锅炉热喷涂的工艺及注意事项
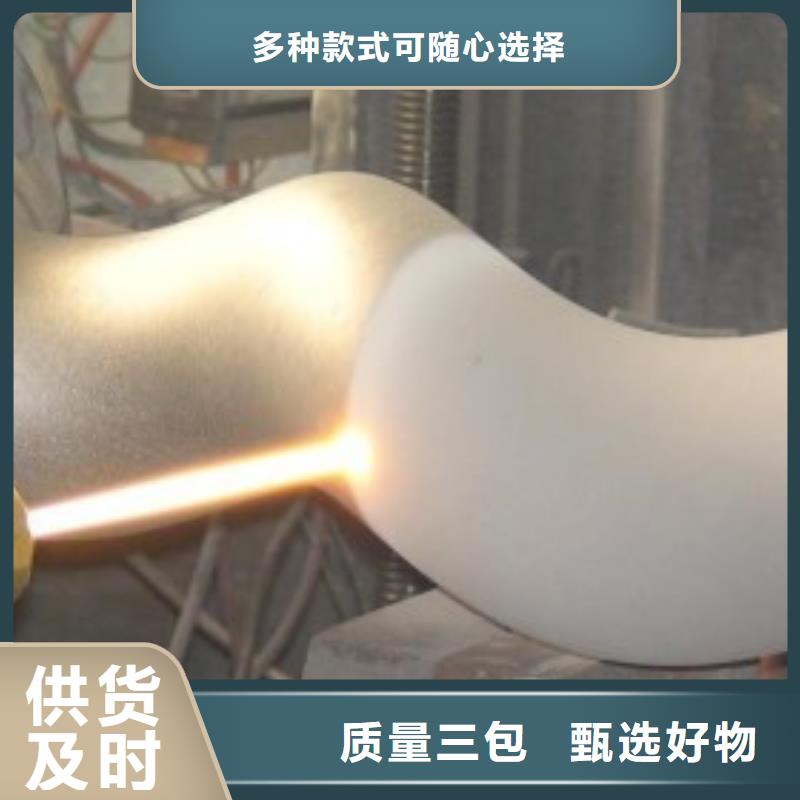
1、喷涂性能要求不高、使用环境无特殊要求,且喷涂材料熔点低于2500℃,可选择设备简单、成本较低的氧-乙炔火焰喷喷涂工艺。如一般工件尺寸修复和常规表面防护等;
2、喷涂性能要求较高。工况条件较恶劣的贵重或关键部件,可选用等离子喷涂工艺。相对于氧乙炔火焰喷涂来讲,等离子喷涂的焰流温度高,溶化充分,具有非氧化性,涂层结合强度高,空隙率低;
3、涂层要求具有高结合强度、极低空隙率时,对金属或金属陶瓷涂层,可选用高速火焰喷涂工艺;对氧化物陶瓷涂层,可选用高速等离子喷涂工艺。
行业专家认为山东锅炉热喷涂工艺需要注意一下几点:
1、根据工件的材料、技术要求及工作条件等选用基层及工作层用材料。选料时参阅其他有关资料。一般情形,薄涂层选用细粉,厚涂层选用粗粉。
2、零件喷涂的主要目的大都是补偿磨损尺寸。一般,喷涂后必须机械加工达到尺寸和形位精度要求,因此确定涂层厚度时应考虑加工余量,并考虑喷涂后工件热态与冷态的尺寸差异。补偿层厚度以0.4~1mm为宜,局部厚度应3mm。加工余量一般可取0.40.8mm。对于工件磨损量小,只喷涂自粘结复合材料,其厚度应0.3mm。
3、以涂层材料性能、厚度及粒度确定喷涂参数,包括乙炔和氧气的压力、喷距、喷枪与工件的相对运动速度等。这些参数除参考有关资料外,应注意积累经验数据
今年在湖南省湘潭市购买热喷涂低价格施工有了新选择,宏合集团始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的热喷涂低价格施工产品。如需购买或咨询,请随时联系我们,联系人:张经理-13780722348,QQ:594476388,地址:开发区。