以下是:密集架质高价优的产品参数
密集架 密集架 密集架质高价优,金虎柜业有限公司为您提供密集架质高价优产品案例,联系人:赵先生,电话:13932820388、13932820388,QQ:514537971,发货地:武邑县桥头工业区发货到广西省 桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市。 广西壮族自治区 元至正二十三年(1363年),设置广西行中书省,为广西建省之始。民国时期,广西沿袭清制设省。1958年3月,广西省改为“广西僮族自治区”,1965年10月,“广西僮族自治区”改名为“广西壮族自治区”。广西是个多民族聚居的自治区,少数民族人口数量居全国位,占全区常住人口的37.6%,世居民族有壮、汉、瑶、苗、侗、仫佬、毛南、回、京、彝、水、仡佬等12个,其中壮族占全区常住人口的31.4%。
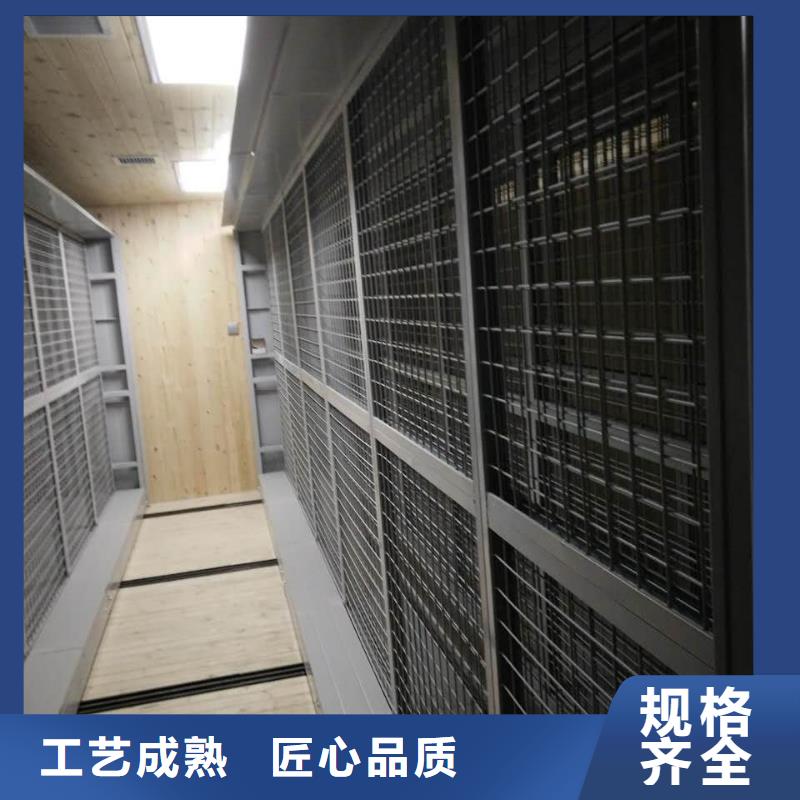
以下是我们上传的密集架质高价优实拍视频,您可以点击观看。以下是:密集架质高价优的图文介绍
1、技术标准
技术标准采用中华人民共和国行业标准GB/T13667.3-2013《手动档案密集架技术条件》,参照档案局DA/T7-92《直列式档案密集架行业标准》。产品经产品质量检测部门检测认定,生产过程中材料、工艺均采用标准执行。
2、总体标准:
用材标准:密集架所用钢板均采用上海宝钢产优质国标产品。冷轧钢板标准为GB/T5213-88。技术标准符合GB11253-89、GB/T13667.1-92中5.1条的要求,材质为Q195-235。材料厚度按行业标准执行,确保密集架各项性能指标达到标准。
3、工艺说明
1)、表面处理:各部零件在涂覆前,进行除油、除锈、清洗、表调、清洗、磷化、二遍清洗,磷化处理按照GB6807.92标准进行,每道工序分槽处理,所用标准件及紧固件均氧化或镀锌处理。
2)、表面涂覆采用亚光静电喷塑,有预烘干工序,粉末采用阿克苏·诺贝尔·长诚涂料(宁波)有限公司产优质环保环氧树酯粉末,通过相关环保认证,表面均匀光亮、色泽一致、无划伤,涂膜附着力应能达到GBl720中规定的一级指标。
具体表面处理及喷塑工艺附后。
3)、产品生产工艺过程,下料、冲压、轧压等工序全部达到模具化。零件组合焊接从轨道、立柱、底盘、封门的钻孔等工序,全部达到工装夹具化,以使产品具有互换性和协调性。
4)、所有钣金件、机加件加工后应打磨毛刺,无裂纹及伤痕。
5)、所有焊接件不得采用抽钉或自攻钉连接形式,应全部采用螺栓活接。
6)、安装中所有同层搁板高度偏差应不大于2mm。
4、技术说明
1)、底盘:底盘是密集架主要承重部分,为保证平稳使用,底盘所有轮子选用全驱动形式。要求选用全钢全承重轮架式底盘,由主梁、轮架板、底盘传动系统三部分组成。该类型底盘应采用高强度多幅组合轮架加固结构,即每幅底盘主梁、轮架板焊接成整体;轮架板中轴承瓦座采用镶嵌式结构,安装基孔采用磨具一次压制成型,轴承瓦座与安装基孔装配时为无间隙配合螺栓紧固;多幅底盘安装时采用3个?10mm螺栓紧固,内衬搭接长度≥150mm。底盘要求保证整体刚性和精度,长期使用不变形,运行无阻滞。纵梁要求选用厚度3.0mm优质冷轧钢板,双弯边加强,下边≥30mm,上弯边≥60mm,高度120mm。轮架板:轮架板要求选用厚度3.0mm的优质冷轧钢板,双弯边加强,上下弯边30mm,高度114mm。每幅加强轮架配有直径为6个?55mm轴承瓦座孔,每个瓦座带密闭性油封。
2)、架体:架体结构为框架式,以保证档案良好分隔。架体由立柱、搁板、挂板、侧板、面门、盖板组成。
3)、立柱:为密集柜的垂直骨架,五折弯边成型,采用立柱插入底盘式连接。立柱上冲孔,保证搁板、挂板沿立柱上的垂直方向调整高度.
4)、搁板:为保证搁板稳定性,搁板弯边,使搁板承载加强。为架体承重板,选用厚度1.2mm优质冷轧板。高度可自由调整,每块单面搁板均匀载重80kg以上。
5)、挂板:为立柱与搁板之间的连接的桥梁,由于它要承受搁板上档案的重量,采用厚度为1.0mm整体优质冷轧钢板,采用双挂钩挂板。
6)、侧板:采用整体采用整体凹凸侧板,厚度0.8mm优质冷轧钢板钢板四周压弯,保证侧板转角弧形美观,每列架体单侧面上加装两个磁力标签框,与侧板任意位置固定。
7)、顶板:采用整体盖板搭接式结构,能有效防止顶部灰尘进入,增加架体结构强度。
8)、封檐板:密集盖板顶部封檐板为防水槽式,以防顶部漏水时进入架体弄湿档案。
9)、面门:面门安装于架体的首列,门的间隙均匀一致,间隙在1—2mm之间。同时,门面装有豪华型门锁。
10)、底盘传动系统:底盘传动系统由轴、轴承、链轮、链条和滚轮组成,采用双驱三轴中间传动加五齿轮连接传动结构。传动结构设计为,中轴中间传动,双轴两侧驱动,中间传动轴主齿轮与两侧双驱动齿轮之间通过1条摩托车链条与2个调节压紧轴承齿轮紧密相连,保证五齿轮在同一传动链条上稳定、精细、同步传输。密集架传动装置转动轻便、灵活、平稳、不得有阻滞、打滑现象。传动装置由手摇把、轴、轴承、链轮、链条、滚轮等组成,要求采用三次分力传动结构。手摇把为一级传动系统,底盘传动系统组成二、三级传动系统。
11)、摇把:要求采用不锈钢折叠手柄,避免通行障碍。摇把传动结构为自动挂档自动归位式。当单列移动时,摇把摇力不大于11.8N。
12)、链条:采用北方易初大阳摩托车链条。
13)、传动轴;用45#¢20实心冷轧钢,传动方式为三级分力结构中间传动,双轴驱动,保证传动强劲有力。
14)、轴承:选用哈尔滨轴承厂生产的HK1204E级双排滚珠调芯轴承,使传动轴同心转动,保证传动效果。
15)、行走轮:使用铸铁轮,强度可靠、低噪、耐久,具有防脱轨功能。
16)、防护装置:
A、架体达到防碰撞、防尘、防光、防倒、防火、防鼠、防盗、防底盘脱落、顶部防水等效果。
B、密封装置:要求采用橡塑磁性密封条,以缓冲架体碰撞,降低架体聚合时发出的声响。
C、防倒装置:要求在每列密集柜底盘上安装钩,并与轨道相连,防止架体倾倒。
D、限位装置:架体底部装有防鼠装置,以防鼠患,为防止底盘脱轨,在轨道末端安装该装置,。
E、轨道:采用20*20mm冷轧镀锌方钢,防腐、防锈处理,为保证所铺设轨道的水平度,保证密集柜稳定运行,安装时使用水准仪铺设轨道,技术标准达到:每两条轨平行偏差<1.0mm。
17)、制造工艺要求:
A、板材的加工:在板材剪切下料、冲压。轧压等工序全部达到模具化、零件组合焊接从轨道、立柱、底盘,封门的钻孔等工序,全部达到工具夹具化,具有优良的互换性和协调性。
B、焊接:焊接外露电镀表面无烧焦、起泡、剥落、裂纹、划伤等缺陷。
C、表面处理方式:按照GB6807—86标准生产,粉末生产厂家应通过想关环保认证,涂膜附着力达到GBl720中规定的一级指标。架体表面全部采用静电粉末喷塑,高温塑化处理,喷塑前进行磷化处理。所有喷塑钣金件均经除油、除锈、水洗、表调、水洗、磷化、水洗、烘干等十三道工序处理。各零部件表面喷塑处理后喷塑表面均匀光滑平整,色泽一致,无尖角、露底、锈迹、剥落、起皱、变色。无明显的流迹、疙瘩、气孔,裂痕及划伤等缺陷。
D、密集柜表面颜色为档案灰,内外全部采用亚光静电喷塑,涂层均匀,无剥落、起皱。
5、安装标准
(1)按标准组装后,外形尺寸的极限偏差为±2mm,立柱与导轨的垂直度≤2mm。侧面板和中腰带的对缝处的间隙≤2mm,门缝间隙均匀并在1—2mm之间。
(2)导轨安装平行度偏差≤1mm/m,全长≤2mm导轨对接处高低差≤0.3mm。
(3)底梁必须平直,直线度≤0.5mm/m,全长2mm。
(4)架体安装垂直度偏差<2mm,达到横平竖直。
(5)油漆外观: 颜色一致,漆面均匀光亮,无划伤, 不允许有漏漆缺陷。
磷化喷塑工艺介绍
一、磷化
因钢板在制造和储运过程中,都加入有防护油,在生产成产品过程中其表面也都不可避免地沾有各种污物,如:润滑油,金属氧化层,与人接触而带来的汗渍以及灰尘等。这些污物的存在,对涂装工艺十分不利,并将终影响涂层的内在综合质量。本公司的全自动9工位喷淋式前处理机组全长50米,就是为了清洗钢板上的各种污物和增强金属基体自身的防护能力,增加与涂层的结合力。(磷酸盐处理)确保金属制品的综合质量和耐用性,保证产品达到 《GB6807-86涂装前的表面处理技术要求》标准。
磷化工艺流程:热水洗——预脱脂——脱脂——水洗——水洗——表面调整——磷酸盐处理——水洗——纯水洗。封闭式9工位前处理机组,能在一个全封闭的空间内自动连续完成工件的清洗,调整,磷化处理,克服了手工作业质量不稳定之弊端,保证了各种质量指标的稳定性和可靠性。
热水洗起到预先湿润工件上的固态油脂和浮锈以及洗掉工件上的灰尘,为工件清洗彻底打下了基础。
预脱脂,脱脂。在经过两工位的药液清洗(在喷淋的机械冲击和药物的双重作用下),能彻底清洗掉工件上的各种油脂和腐蚀物,温度由电子仪器自动跟踪检测,自动补偿,始终保证药液的工艺温度,确保清洗质量的稳定。
四和五工位为中和清洗。工件经脱脂后,其表面带有的残留药液(碱),经中和清洗后为七工位的磷酸盐处理奠定了坚实的基础。
表面调整:在脱脂处理中,对金属基本体表面的化学成分,物理性能有一定的损坏。为使钢铁有更高的物理性能和提高磷化膜的质量,利用胶体磷酸钛对磷化前的工件进行表面调整,使工件形成一层钛离子,促使磷化膜致密,均匀,同时也提高了磷化速度。
磷酸盐磷化处理:使用锌系磷化液,工件经磷化,涂装后的防腐,附着力耐氧化性更好,符合GB6807-86 标准。
水洗,纯水洗:工件经磷酸盐处理后,形成一层致密,均匀的磷化膜,但也带了一定的磷酸盐残液,这将影响涂装后的质量。经水洗掉残余的药液,但自来水也含有一定量的钙镁离子,沾附在工件的表面上,将会影响涂层的结合能力,所以用去离子纯水做 的清洗,使工件的表面更清洁,使涂装后的工件综合质量更有保证,更可靠。
二、喷塑
我公司采用先进的静电喷塑工艺涂装,其原理是粉末在压缩空气的吸引下,经喷枪使之雾化,当雾化后的粉末经过由喷枪产生的高压负电场时,粉末粒子就均匀地捕集到大量的负电荷。因工件是接地的,这样就形成了正负相吸的原理,在此原理的作用下,粉末就均匀地积累在工件上。工件进入烘道后,经熔化,流平,固化,降温,下架。经检验合格后,本工序结束。
河北金虎柜业有限公司
一、质量承诺书
本公司保证提供给贵方的产品是全新的、未使用过的,是用 的工艺,采用优质原材料制造而成,并引进全自动喷塑流水线,本公司所生产的产品技术质量完全符合 及行业现行标准。
工艺及外观做到冲压件无裂痕、无脱层;焊接处无加渣、焊瘤、焊丝头、咬边和飞溅、无脱焊、虚焊、焊穿;连接部件严密、平整、牢固;接触人体或收藏物品的部位无毛刺、刃口和棱角;金属件漆膜涂层无露地、凹凸、疙瘩、皱皮等现象;涂层无剥落、返锈等现象;零部件无断裂或割裂;五金件无松动;开关灵便等特点。
表面经十五道处理工艺,使得涂层不生锈,平整、、光泽、美观,具有耐蚀性和附着力强等特点。磷化采用锌系磷化的原料,其性能与质量在国内均处于领先地位,完全符合 技术条件。
我方保证所提供的合同产品经正确安装、正常运转和保养,在其使用寿命期内具有令贵方满意的性能。
一、加工期间
★工序加工中实施“三检”,并做首件及终检标识;
★工序加工中首件先由加工者自检,后交工长检验,合格后交检验员进行检验、并进行巡检、抽检及重要件的全检;
★检查过程中发现超差现象,检验员将令其立即停止上道工序生产,填写超差单,并会同设计部、工艺部及质检部分析原因,写出书面处理报告及纠正措施,经总工程师、总检验师、总生产长及有关领导签署处理意见后,决定该工序是否继续进行。
★对非标及复杂加工件,采用夹具或检验样品辅助全检。
★喷塑工序严格按标准进行,认真核对色卡牌号,发现部件对焊点及加工逐点不打磨者交上道工序返工,并做好记录。
二、安装期间:
★项目经理及工程技术人员会同安装工程队,必须读懂设计文件后根据施工现场的实际情况对项目进行测量,符合设计要求后方可进行安装施工。
★质保部工程质量检验员对各项分次验收,否则不能进行下一道工序。
★每个步骤,检验员根据有关标准进行检查,并做好记录。发现不合格处安装队必须立即纠正。
★每个步骤完成后,同安装队进行自检,项目经理进行复检,并填写验收申请单,报检验员验收。整体完工由总检验收合格后方可提请使用方验收。
★竣工验收后按《工程验收报告》内容逐一填写、签署意见。
★工程项目使用功能检验,满足用户的合理要求,达到功能使用标准,逐项填写清楚移交用户。
三、完工验收期间
★按施工有关规范、标准、合同技术规定条款做竣工验收依据。
★征求用户意见,满足用户的合理要求,整改项目。
★竣工验收完后按《产品验收证明书》内容逐一填写、签署意见、不得漏项。
四、质量保证期限
我公司对所售出的产品,四年内实行三包服务,并承诺产品使用10年以上不变形。
五、质量保证措施
我公司是专业生产移动密集架、更衣柜、文件柜的企业。在设计生产制造中严格按照 档案局DA/T7-92档案密集架行业标准、GB6807钢铁工件喷涂前磷化处理技术条件等有关的 标准设计和生产;各种产品在原材料进厂、生产、检验过程中严格按ISO9001质量管理体系执行。就我公司供应的产品质量保证如下;
1、保证货物是全新的、未使用过的,并完全符合合同中规定的质量、规格和性能的要求,采用先进技术、优质的材料和零部件生产,并达到 规定的质量标准。
2、保证货物在正确安装、正常使用和保养的情况下,在其使用寿命内具有满意的性能。
3、在货物终验收后的质量保证期内,由于设计、工艺或材料的缺陷而发生的任何不足或故障问题,费用由我公司负担。
4、生产部门统一指挥,在产品设计、制造、包装、安装、调试等各个环节进行严格的质量管理。
5、生产部门设调度员,负责加工进度,按生产计划抓进度落实,及时调整生产中存在的问题。
6、生产现场配备专职检查员,对产品零部件进行监督抽检。
7、厂质检部门在产品全部完成后,用抽样方法组装一列,按出厂标准进总体检验。
8、加工零部件及时周转,完工产品及时按标准规定包装,即各零部件分类包装并加衬垫。
9、指派一支专业安装队伍,一名质量管理工程技术人员负责现场指挥安装。并实行岗位责任制,配合、协调室内装饰工程,以确保达到使用要求。
河北金虎柜业有限公司
广西金虎柜业有限公司成立于2015年是一家专注于 手动密集架厂家等型材的设计生产销售一体的实体厂家。公司通过多年的努力发展现在拥有 手动密集架厂家生产车间5000多平方员工近百人的中型企业,企业年销售额在 手动密集架厂家行业也具备优势位置。公司以人才为本,广纳有贤人士,为每一位员工提供广阔空间。公司从管理上也在不断升级,追求争取在短的时间内发展壮大成为好的企业。
密集架质高价优_金虎柜业有限公司,固定电话:13932820388,移动电话:13932820388,联系人:赵先生,QQ:514537971,武邑县桥头工业区 发货到 广西省。