以下是:电弧喷锌的产品参数
电弧喷锌施工 具备防腐资质 电弧喷铝 管道外壁喷铝 喷锌 闸门喷铝 锅炉内壁喷合金 桥梁热喷铝 喷锌 火焰喷铝 热喷铝施工: 139 6193 4918 (技术专工) 火焰热喷锌 电弧喷锌 喷铝 喷耐磨合金 喷铜 喷不锈钢 专业施工:153 8059 3638 (指导工程师) 电弧喷锌,华电高空工程有限公司专业从事电弧喷锌,联系人:朱雄飞,电话:13961934918、15380593638,QQ:784669153,发货地:人民路金融城发货到山东省 临沂市 兰山区、罗庄区、沂南县、郯城县、沂水县、苍山县、费县、平邑县、莒南县、蒙阴县、临沭县,以下是电弧喷锌的详细页面。 山东省,临沂市 临沂市因临沂河得名,是东夷文化的核心发祥地,有3000多年的建城史,春秋时建启阳城,秦时属琅琊郡,汉代设临沂县,清设沂州府,1994年经国务院批准改设地级临沂市。《孙子兵法》《孙膑兵法》竹简出土于此;思想家荀子、宗圣曾子、智圣诸葛亮、书圣王羲之、大书法家颜真卿和珠算发明家刘洪都出生或曾生活在这里,孔子72贤徒中有13人、历史上24孝中有7孝在临沂。是革命老区,孕育形成了“党群同心、军民情深、水乳交融、生死与共”的沂蒙精神。有蒙山和沂水萤火虫水洞·地下大峡谷为5A级旅游景区;莒南天然卧佛被誉为“世界奇观”,沂河小埠东橡胶坝长1247米,被列入世界吉尼斯纪录;银雀山汉墓竹简博物馆、王羲之故居、山东省政府旧址、孟良崮战役纪念馆、平邑自然博物馆等名胜古迹和旅游景点。获评全国文明城市、全国双拥模范城市、园林城市等国字号荣誉,被授予中国市场名城、中国物流之都、中国书法名城等称号。
不容错过的电弧喷锌视频展示!产品特点一目了然,为您的购买决策提供坚实依据。以下是:电弧喷锌的图文介绍我们坚持以优质产品为理念,坚持以产品品质为先,致力为市场和客户提供优质 烟囱维修加固防腐产品。客户满意是我们的追求,实体厂家,现货供应,加工定制。层层规格,库存充足,,售后无忧,24小时专注售后服务,为您解答疑惑,品质可靠现货当天发货。
工艺流程
压缩空气系统经过除油、除水过滤,然后将锌丝由后手管放入喷枪并伸出枪嘴8mm,长不得超过12mm。
同时使用两根锌丝/铝丝通过短路熔融喷附在基底上,同时,通过压缩空气,推动锌丝/铝丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀涂层层。
喷涂时气体压力及流量:压缩空气气量控制在0.8-0.85Kg/m3时。
喷枪嘴至结构的垂直距离:采用100-120mm,喷嘴中心线与工作面垂直的夹角。采用角度为80°:送丝速度一般控制在120-150mm/s。
喷锌的次序重量约为2.65Kg/h左右;为了获得较均匀的涂层,喷枪移动速度必须适当。
***层较慢(***层喷涂厚度应是总厚度的40-50%);第二层稍慢(同喷漆速度大致相同);一般约为0.3-0.35m/分钟。两层之间的喷涂方向应相互垂直。为了得到质量好、厚度均匀的涂层,在喷涂面积很大时,可分若干小区,喷束宽为4cm-5cm,喷涂时喷束一般应重叠三分之一。
喷涂时间间隔:***层喷涂完毕后,应保持清洁,不允许手等触及喷涂表面,每层喷涂时在10-15分钟方可进行下一次喷涂。
喷涂环境温、湿度:喷射时环境温度为15℃左右为宜,适宜的温度可以使涂层金属与基体获得较高的附着力。若结构表面的温度0℃以下时,可先将结构面预热处理。预热温度可控制在30-40℃,从表面处理后***道喷涂完毕,其时间可根据相对温度而定。当相对湿度低80%时,为3小时;当相对湿度为80-90%时为2小时;当相对湿度超过90%时不允许喷涂。
封闭处理(喷锌/喷铝后还要喷漆)
封闭处理是热喷涂后一层的防腐工序过程,为了更好、有效地达到喷涂层的保护目的,延长其基体结构的使用寿命,必须进行封闭处理。
热喷涂,涂层表面都存在不同程度的孔隙,随着涂层孔隙率的增加,极大地影响和降低涂层的防护效果,故此,为了更长的保护年限,必须使用封闭处理,所谓封闭处理是涂刷在涂层表面上使涂层的孔隙封闭。
质量检测
为了确保设计要求和工程质量,必须对成品作***的检测。包括外观检查、厚度检查、粘结力的检查。
处理检查:
主要目测涂层外观有无杂物气泡、空洞及凸凹不平颗粒及裂洞等现象。 厚度的检查:采用磁性测厚仪进行检查。
粘结力的检查:
采用刀刮法测试粘结力强度,用小刀或螺丝刀等工具刮基体不太重要的部位或认为质量差的部位。
如果只产生新涂层的明亮刮痕,而无脱落现象,即为合格。
山东临沂华电高空工程有限公司建于2012,现拥有50多专业技术人员,我公司是一家拥有完整技术研发、市场销售、设计施工、售后服务为一体的山东临沂--烟囱维修加固防腐厂家,是山东临沂--烟囱维修加固防腐的专业生产厂家,并可根据用户需要进行设计生产,具有承揽大型山东临沂--烟囱维修加固防腐订单的能力,产品销往全国各地,深受用户好评。
然后将锌丝由后手管放入喷并伸出嘴8mm,长不得超过12mm。用氧气,乙炔焰作熔融焰,用净化过的压缩空气,推动锌丝前进,并使熔融的部分形成一种雾状喷射到基体金属表面上,形成均匀镀层。喷涂时气体压力及流量:压缩空气压力在5-6Kg/cm2之间,6Kg/cm2为好,氧气应为1.2Kg/cm气量控制在0.8-0.85Kg/m3时。除水过滤工艺流程压缩空气系统经过除油乙炔压力为1.0-1.5Kg/cm流量控制在0.7-0.75Kg/m3时,这时的火焰为中性焰。
热喷涂、钢结构翻新金属表面防腐、钢结构表面处理,防腐工程施工、船舶表面处理等防腐。公司拥有丰富的表面处理技术,同时有一批业务熟练的施工团队来解决您面临的任何难题。公司恪守“客户所需,我们所想”的经营宗旨,以“完美的品质、完善的服务”为公司宗旨目标,不断创造、持续改进共同发展的机遇。本公司地处无锡新区,交通便利。热忱欢迎社会各界新老朋友莅临指导,我们为能够竭诚为您提供高质量的产品和服务感到荣幸,期待在未来的日子里我们可以携手共进,创造更为美好的明天。主营:热喷涂、钢结构喷砂除锈,防腐工程施工、防腐材料销售等。
文登不锈钢表面处理方法服务到家采用冷,热镀锌工艺还存在现场修补问题,现场安装时焊缝,装卸,运输过程中的损坏,修补只能采用油漆,如采用喷锌工艺,现场可采用喷锌的方法进行修补,避免产生工艺突破口。由于冷镀锌工艺的预处理采用酸洗,磷化,故工件表面没有粗糙度,涂层结合力差,而喷锌工艺的预处理采用喷砂,故工件表面有粗糙度,涂层结合力较好,抗拉强度≥6Mpa。有效的防止铝涂层进一步氧化。而且喷涂过程中,铝变成负电性更强的活化状态,能更好的对钢铁基体起阴极保护作用。喷涂后采用低粘度涂料。坚硬的氧化保护层生成一层致密很容易与氧结合铝是一种活性很强的金属对涂层进行封孔处理并加二道面漆,成为以金属为基础的复合涂层,将进一步显著提高涂层防蚀能力,延长保护周期。
必须对成品作的检测。包括外观检查,厚度检查,粘结力的检查。处理检查:主要目测镀层外观有无杂物气泡,空洞及凸凹不平颗粒及裂洞等现象。质量检测为了确保设计要求和工程质量厚度的检查:采用HCC-18型国产磁性测厚仪进行检查。
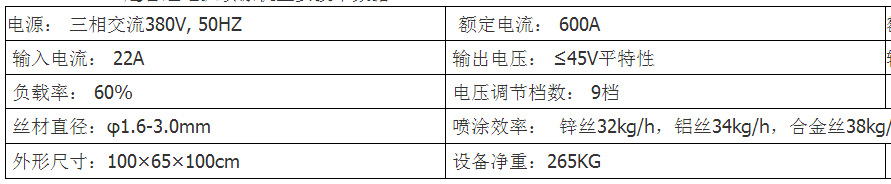
SX-400/SX-600超音速电弧喷涂设备构成
本套设备由高速电弧喷枪、电弧喷涂电源组成。(内设送丝机构、控制系统和
压缩空气系统。送丝分类有拉式机和推式机) 可根据用途选购拉式机或推式机.
另需配套设备:空气压缩机、喷砂机、空气滤清器、放丝盘架。
性能优点:
采用一体式电控气、电开关,操作更方便,可实现长距离登高作业。
粒子飞行速度达420m/s以上。
轴向气流速度达600m/s。
涂层沉积率大于75%。SX-400/SX-600主要技术参数:

您是想要在山东省临沂市采购高质量的电弧喷锌产品吗?华电高空工程有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的电弧喷锌产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:朱雄飞-15380593638,QQ:784669153,地址:《人民路金融城》。