以下是:球墨铸铁管以诚为本欢迎咨询的产品参数
球墨铸铁管以诚为本欢迎咨询_球墨铸铁管生产厂家,固定电话:18866397639,移动电话:18866397639,联系人:徐经理,QQ:125455833,流亭工业园鑫山路一号发货到湖北省 恩施市 利川市、建始县、巴东县、宣恩县、咸丰县、来凤县、鹤峰县 发货到 湖北省恩施市。 湖北省,恩施土家族苗族自治州 恩施州属亚热带季风性山地湿润气候;海拔落差大,小气候特征明显,垂直差异突出,“一山有四季,十里不同天”;年均气温16.2℃,年平均降水量1600毫米。地处武汉和重庆两大“火炉”之间,是适宜人类居住的地区之一。
我们精心制作的球墨铸铁管以诚为本欢迎咨询产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:球墨铸铁管以诚为本欢迎咨询的图文介绍

在插口外表面用白漆喷涂插入标记,按GB/T13295-2013标准进行。球墨铸铁管及管件每个承口提供配套胶圈,并按胶圈总数的1%提供备用量,其报价应含在投标总价中。管子出厂自带内衬水泥砂浆和环氧涂料、外壁涂沥青,内衬水泥符合ISO4179标准,外涂沥青符合ISO8179标准,内衬环氧涂料符合ISO 16132-2004。检测项目、检验方法、检验规则按GB/T13295-2013标准进行。 1.6 球墨铸铁管管件 管件的规格尺寸以及质量要求执行GB/T13295-2013标准。新球墨铸铁管质量控制标准 球墨铸铁管设计内防腐采用采用水泥砂浆内衬环氧涂料。外防腐采用喷锌并涂覆沥青防腐漆。金属锌喷涂的厚度应不小于130g/㎡,金属锌的含锌量至少为99.95%。 1.1 技术要求 1.2 执行标准 GB/T13295-2013《水及燃气管道用球墨铸铁管、管件和附件》;管件内衬水泥砂浆,外喷镀锌沥青,分别执行ISO4179和ISO8179标准。内村环氧密封层符合ISO 16132-2004标准 .自锚管符合GB/T13295-2013《水及燃气管道用球墨铸铁管、管件和附件》检测方法、检验规则、尺寸、外形、重量及允许偏差、标志、包装、质量证明、运输和贮存及技术要求等均按GB/T13295-2013标准执行。 1.3力学性能 管子采用离心铸造工艺生产,并且必须经过退火处理,力学性能。 接口采用滑入式T型接口、自锚式接口,尺寸符合GB/T13295-2013标准的规定。 有效长度L=6000mm,压力等级分别采用K9。 3.铸铁管的端面应与轴线相垂直。 管道规格尺寸及允许偏差应符合GB/T13295-2013的规定。 重量验收:按标准计算,标准质量公差允许误差为±3%。


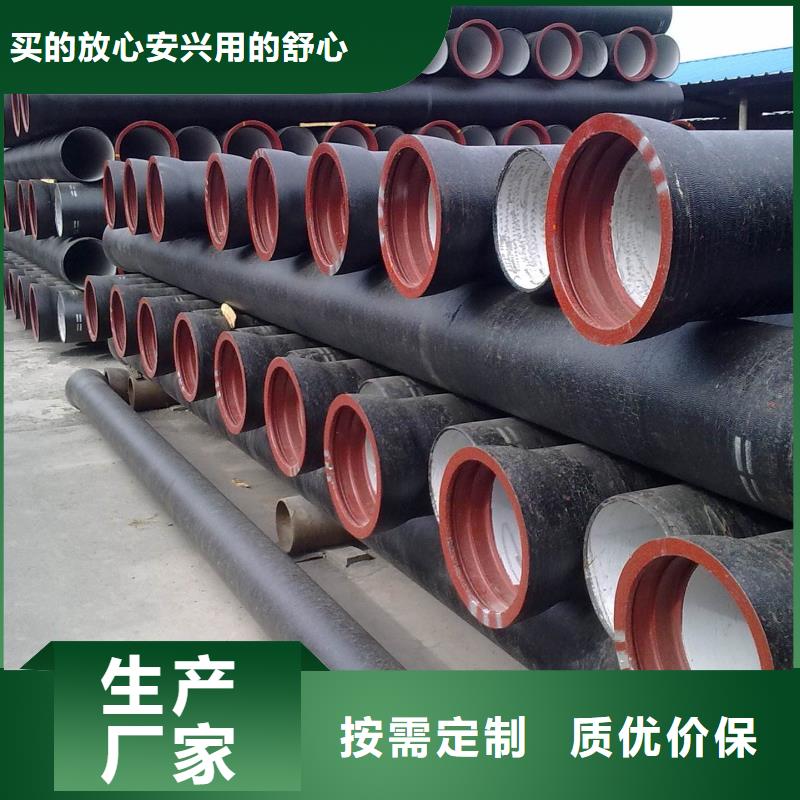
湖北恩施球墨铸铁管生产厂家是一家以 球墨铸铁管的生产、营销于一体的综合性厂家。其中 球墨铸铁管引用国内外的研发技术,公司每个生产阶段都遵守了严格的生产规范。本公司以科学的管理、的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。





三通管道、管件的质量:铸造后经适当的热处理以达到要求的机械性能,管子应能进行切割、钻孔和机械加工。接口公差:为保证管道和管件的互换性,管道和管件在插口端的外径公差不应大于1 mm。平直度:当管子在约为管长2/3 间距的两个台架上进行滚动检查时,大偏差fm 不应大于管有效长度L 的0.125%,即:fm(mm)≤0.125%L。力学性能:球墨铸铁管的力学性能符合GB/T13295 标准规定:抗拉强度≥420N/mm2,抗弯强度≥590N/ mm2,延伸率≥10%;管件的力学性能符合GB/T13295 标准规定:抗拉强度≥400N/ mm2,延伸率≥5%。化学成份:球墨铸铁管的磷含量不得大于0.05%,硫含量不得大于0.02%。 水压试验 球墨铸铁管涂敷前逐个进行水压试验,实验压力数值符合GB13295—2013 标准。 球墨铸铁管件涂敷前逐个进行水压实验,实验压力数值符合GB13295—2013 标准规定。 承口必须做防锈处理。标记:每根管、管件和附件有以下标记:a)生产厂商b)公称直径c)生产批次号(序号)。球墨铸铁管设计内防腐采用采用水泥砂浆内衬环氧涂料。外防腐采用喷锌并涂覆沥青防腐漆。金属锌喷涂的厚度应不小于130g/㎡,金属锌的含锌量至少为99.95%。 技术要求 执行标准 GB/T13295-2013《水及燃气管道用球墨铸铁管、管件和附件》; 管件内衬水泥砂浆,外喷镀锌沥青,分别执行ISO4179和ISO8179标准。 内村环氧密封层符合ISO 16132-2004标准 自锚管符合GB/T13295-2013《水及燃气管道用球墨铸铁管、管件和附件》 检测方法、检验规则、尺寸、外形、重量及允许偏差、标志、包装、质量证明、运输和贮存及技术要求等均按GB/T13295-2013标准执行。 1.3力学性能


球墨管球化剂在使用之前,必须存放在室内干燥,使用者在使用半小时前取用;用后剩余部分重新放回室内干燥球化包铁水量及球化剂的加入比例 球化包的选用视离心机浇注管子的规格而定;球化的铁水量,每包应预先估量或称量一次确定球化剂的加入量,同时参考被球化铁水的原始含硫量一般参照如下 原铁水硫含量 球化剂加入铁水球化处理操作中频炉内铁水应扒净熔渣,以防流入球化包内参与球化反应球化前铁水成分满足2.4.1条规定; 球化包使用前应烘烤至红热状,并用高温铁水烫包,汤包铁水停留时间不得低于5分钟,球化包包体不得见到冒水汽状球化包内堤坝砖高度不得低于120mm,不得破损,包嘴、包壁、包口不得严重结渣,以妨碍铁水与合金进行反应;球化包的高度与直径比大于1.5-2.0包内加入球化剂之前,应检查包内无存残留铁水球化剂经称量后,必须全部添加至包底堤坝的一侧,摊平捣实,并在球化剂上面覆盖铁屑或铁板,以提高合金的吸收率;加完球化剂及覆盖剂后立即进行球化处理球化包被吊至中频炉前,开始出铁球化,注意出炉铁水应冲向包内无球化剂一侧,禁止出炉铁水流直接冲到球化剂;出铁开始时快速大铁流,当达到总铁水量的三分之二至四分之三时,停顿5-10秒,待反应减缓后再补足剩余铁水球化反应结束后,立即在铁水表面撒聚渣剂,并快速扒净铁水表面浮渣,至少扒两次;铁水表面覆盖后送往离心机浇注,同时取样球化处理后的铁水应取样分析,取样在包内铁水液面以下150-200mm深度取样球化后铁水成分 包球化铁水取样及分析结果要迅速完成,以此指导下一包球化操作,以此类推,一一对应球化后的铁水应在15分钟之内浇完,以防球化衰退而产生废品。




选购球墨铸铁管以诚为本欢迎咨询来湖北省恩施市找球墨铸铁管生产厂家,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:徐经理-18866397639,{QQ:125455833},地址:[流亭工业园鑫山路一号]。