


以下是:批发直缝管的产品参数批发直缝管_天鑫达螺旋管生产厂家,固定电话:18853178958,移动电话:18853178958,联系人:杨经理,QQ:996651891,槐荫区经十西路红旗钢材市场东院发货到甘肃省 庆阳市 西峰区、庆城县、环县、华池县、合水县、正宁县、宁县、镇原县 发货到 甘肃省庆阳市。 甘肃省,庆阳市 庆阳市古称庆州,习称“陇东”,是“环江翼龙”和“黄河古象”的故乡,中国“块旧石器”的出土地,中华民族早期农耕文明的发祥地之一,中医药文化的发祥地、中医鼻祖岐伯的出生地,甘肃的革命老区,长庆油田的发源地。被誉为“红色圣地、岐黄故里、农耕之源、能源新都”,素有“陇东粮仓”的美称。
无论您是初次接触还是已经熟悉,我们的批发直缝管产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
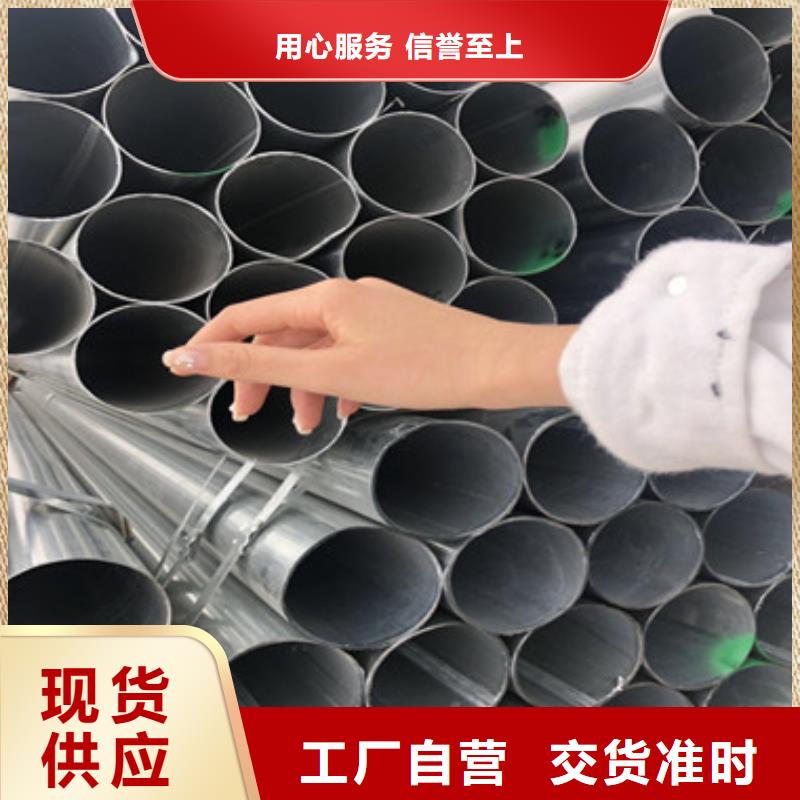
以下是:批发直缝管的图文介绍
当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。
当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。
2 焊接压力?
焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物和金属氧化物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的 焊接压力。根据实践经验单位焊接压力一般为20~40MPa。?
由于管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。
关于2018年国民经济和社会发展计划执行情况与2019年国民经济和社会发展计划草案的报告》(下称《报告》)显示,2018年,结构性去产能、系统性优产能持续推进,压减钢铁产能3500万吨以上、退出落后煤炭产能2.7亿吨,均提前两年完成“十三五”目标任务,一大批“散乱污”企业出清,工业产能利用率处在较高水平。以河北省为例,2018年六大行业均超额完成年度去产能目标任务。“钢铁‘僵尸企业’全部出清,钢铁企业减少一半,列入年度计划的28家重污染企业全部完成搬迁改造。”河北省省长许勤表示,2019年河北省预计继续压减炼钢产能1400万吨。
在许勤看来,去产能是减法,做好减法才能更好的改变我国的产业结构,调整能源结构和消费结构,为高质量发展和转型升级腾挪出更多的资源与空间。
全联冶金商会会长张志祥表示,未来去产能重点在巩固化解过剩产能成果,严禁新增产能,防范“地条钢”死灰复燃和已化解的过剩产能复产。
“煤炭行业由总量性去产能转向结构性去产能、系统性优产能。”中国煤炭工业协会副会长姜智敏指出,全国总体煤炭产能相对过剩的态势没有改变,市场供需平衡的基础还比较脆弱,行业发展不平衡不充分的问题突出,生产力水平有待,去产能和“三供一业”分离移交难、人才流失与采掘一线招工接替等问题仍然突出,煤炭行业改革发展依然任重道远。
今年的政府工作报告也指出,更多采取改革的办法,更多运用市场化、法治化手段,巩固“三去一降一补”成果,增强微观主体活力,产业链水平,畅通国民经济循环,推动经济高质量发展。
188电5317话8958
专业销售 方钢生产厂家。
甘肃庆阳天鑫达螺旋管生产厂家
将继续秉持“追求卓越,永续经营”的经营理念,立足市场,挑战自我,服务客户,坚定不移地做中国的不锈钢材料供应商。
经营宗旨:的品质和服务创造企业品牌。
经营理念:以人为本,开拓创新,持续改进,追求卓越。
质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。
环境方针:遵守法规,减废防污,持续改进,绿色环保。
公司理念:诚信经营贴心的服务诚心的交流,顾客满意是企业永恒的追求
阻抗器的放置位置
阻抗器(磁棒)的放置位置不但对焊接速度有很大影响,而且对焊接质量也有影响。
管坯的几何尺寸及形状要求
6.1焊管坯的几何尺寸
管坯的宽度和厚度偏差大,会改变边缘的加热温度和挤压量,合格的产品必须要求管坯的宽度和厚度在公差范围之内。
6.2管坯形状及相接形式
如果管坯边缘存在挠曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型中心,造成带钢两边弯曲。轧辊调整不良也会造成带钢跑偏或管坯扭曲等缺陷,造成影响焊接质量或根本无法焊接的后果。
管坯两端焊接时要求两端全部厚度相接,管坯两边缘不但要平直而且要平行。纵剪带钢时圆盘剪刃间隙过大或刀刃磨损严重造成带钢边缘毛刺过大,也易产生焊接后裂纹。
7 带钢边缘质量
带钢边缘质量的好坏将影响高频感应的加热结果,从而影响焊缝的质量。在管坯成型后应保证带钢两边缘平行,否则会出现尖角效应,从而影响焊缝质量。
188电5317话8958
利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
2、工具除锈
主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
3、酸洗
一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
m1——单颗粒磨料的质量。
m。的大小与磨料破碎率有关,破碎率大小直接影响表面处理作业的成本及除锈设备的费用。当设备固定不变后,m为常数,y为常数,所以E也是一个常数,但由于磨料破碎,m1发生变化,因此,一般应选择损耗率较低的磨料,这样有利于提高清理速度和长叶片的寿命。
4.5清洗和预热
在喷(抛)射处理前,采用清洗的方法除去薄壁焊管表面的油脂和积垢,采用加热炉对管体预热至40一60℃,使薄壁焊管表面保持干燥状态。在喷(抛)射处理时,由于薄壁焊管表面不含油脂等污垢,可增强除锈的效果,干燥的薄壁焊管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的薄壁焊管表面更加洁净。
5 结语
在甘肃省庆阳市采购批发直缝管请认准天鑫达螺旋管生产厂家,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:杨经理-18853178958,QQ:996651891,地址:槐荫区经十西路红旗钢材市场东院)。

















