

以下是:2024新价格##圆管弯弧机厂家##电话咨询的产品参数2024新价格##圆管弯弧机厂家##电话咨询,中德科工机械制造有限公司为您提供2024新价格##圆管弯弧机厂家##电话咨询的资讯,联系人:李金友愚公斧,电话:15034137029、15034137029,QQ:394893978,发货地:小店区208国道东蒲村东蒲路1号发货到广西省 桂林市 秀峰区、叠彩区、七星区、雁山区、阳朔县、临桂区、灵川县、全州县、永福县、灌阳县、资源县、平乐县、荔浦市。 广西壮族自治区,桂林市 2022年,桂林市实现地区生产总值2435.75亿元。按可比价计算,比上年增长2.5%。
文字再美,也抵不过视频中的2024新价格##圆管弯弧机厂家##电话咨询产品真实呈现,赶快点击观看吧!以下是:2024新价格##圆管弯弧机厂家##电话咨询的图文介绍广西桂林中德科工机械制造有限公司还拥有一支经验丰富的 液压岩石分裂机队伍,可以为您生产、承做质量合格的 液压岩石分裂机,我司以过去成功的经验和不断进步的 液压岩石分裂机技术,以保障产品的成功应用,用较小的代价获得理想的效果。我司在行业内拥有多年经验,通过持续稳定的技术和完善的服务,在多个行业得到了客户的对 液压岩石分裂机效果以及贴心服务的一致好评。我司坚持使其去适应客户及终端用户不断变化的求,并不断拓宽关键词]应用范围。
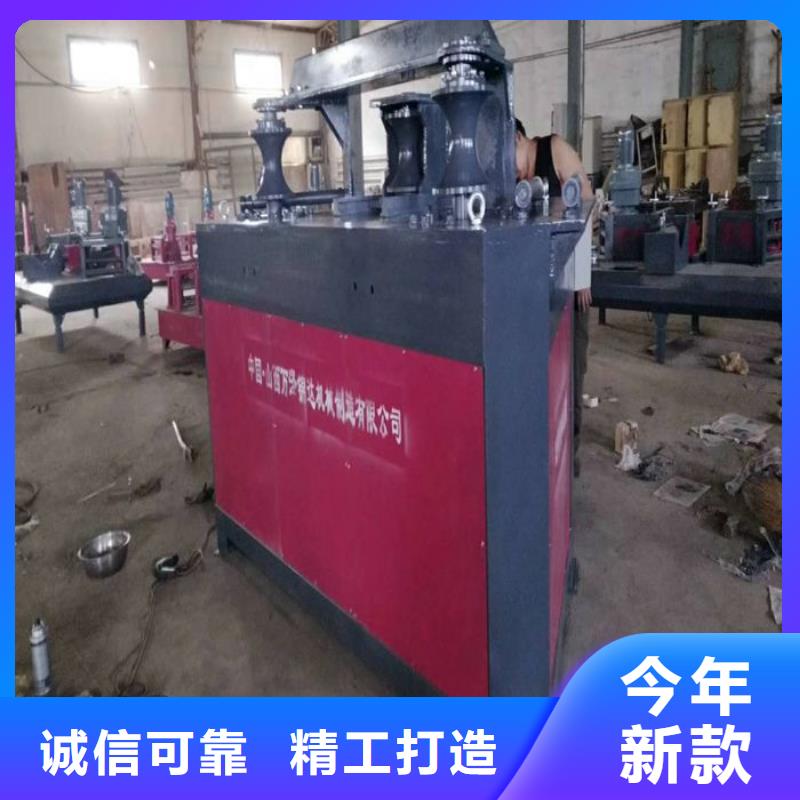
圆管弯管机操作规程
1、机床必须良好的接地,导线不得小于4mm2铜质软线。不允许接入高过规定范围的电源电压,不能带电插拔插件,否则可能损坏器件。定期在滑动部位加润滑油。
2、开机前准备:检查油箱油位是否到油位线,各润滑点加油,开机确认电机转向,检查油泵有无异常声音,开机后检查液压系统有无漏油现象。
3、机床开动时注意人体不得进入转臂旋转扫过的范围。机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!
4、机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次,滤油器必须同时清洗。
5、调整机床(模具)时,应由调整者自已按动按钮进行调整。不可一人在机床上调整,另一人在控制柜上操作。
6、调整机床或开空车时应卸下芯杆。液压系统压力不可大于14Mpa。
7、手动调整侧推油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。
8、一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。
9、自动操作时在有芯弯曲模式中,弯臂返回前,操作人员必须保证芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。
圆管卷圆机是将碳钢、不锈钢、有色金属型材(角钢、带槽钢、圆管、管子等)卷制成圆环和法兰的一种高的卷圆装置。
圆管弯圆机是弯圆机类型中的一类、属于卷圆机家族中重要的一员,一般分为:电动卷圆机及液压卷圆机,电动卷圆机是由电机作为动力驱动转速箱实现弯管功能,液压卷圆机则是由液压系统控制完成。由于平台弯管机体积小、拆卸模具方便、操作简单、经济实惠。
圆管液压电动弯管机不锈钢管使用采用涡轮减速箱传动,弯管过程主轴轮模传动,配合压条性定型弯管,保证了弯曲半径的统一,可弯不同直径的圆管、方管、铜管、蛋管、椭圆管等,可弯弧角度0~180度。本机器操作简单,经济实用,还可以应用于各种机车、钢制家具、健身器材、阀门加工、化工管道、工矿生产等行业的大批量弯加工操作。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。
2024新价格##圆管弯弧机厂家##电话咨询,中德科工机械制造有限公司为您提供2024新价格##圆管弯弧机厂家##电话咨询产品案例,联系人:李金友愚公斧,电话:15034137029、15034137029,QQ:394893978,发货地:小店区208国道东蒲村东蒲路1号。








