

以下是:焊管大企业的产品参数焊管大企业,天钢友联管道科技有限公司为您提供焊管大企业,联系人:周经理,电话:022-8491-4015、15163551486,QQ:2163417169,请联系天钢友联管道科技有限公司,发货地:大邱庄镇源通大厦B座203发货到山东省 枣庄市、东营市、济宁市、菏泽市、滨州市、聊城市、潍坊市、德州市、泰安市、临沂市、烟台市、威海市、莱芜市、日照市、淄博市、青岛市、济南市。 山东省 山东省(Shandong),简称“鲁”,别称“齐鲁”,是革命老区、中华人民共和国省级行政区,省会济南市,地处中国华东地区的沿海,濒临渤海和黄海,地跨北纬34°22.9′—38°24.01′,东经114°47.5′—122°42.3′之间,自北而南与河北、河南、安徽、江苏4省接壤。截至2022年,山东省下辖16个地级市,共58个市辖区、26个县级市、52个县,664个街道、1092个镇、68个乡,常住人口10162.7万人”。
准备好领略焊管大企业产品的风采了吗?我们的视频将带您领略产品的每一个细节,让您在欣赏的同时,也能深深感受到产品的价值与意义。以下是:焊管大企业的图文介绍
山东天钢友联管道科技有限公司目前已经拥有专业的设计团队,致力于将 焊管向新型化,推进的同时,增加 焊管的环保性能。并承诺以专业的安装团队和完善的售后服务体系,让您足不出户享受周到服务。
内蒙古煤炭交易中心副总工程师李盛表示,要解决地区煤炭供应紧张问题,建议鼓励煤炭产地的企业与煤炭需求大的地区进行合作,建设储煤基地,设立调峰煤矿,实现煤炭供应的动态平衡。
中国(海南)改革发展研究院课题组专家建议,加快电力体制的综合改革,实现电力公益性与商品性的有效兼容。
淘汰燃煤锅炉,是推进大气污染防治、改善环境空气质量的重要举措。今年以来,我市(张家口,下同)按照中央和省委、省政府的部署要求,深入开展燃煤锅炉淘汰治理工作,推进35蒸吨/小时及以下燃煤锅炉“清零”,确保全市空气质量稳步。开展燃煤锅炉排查。深入排查燃煤锅炉淘汰及改气改电等情况,通过核实锅炉底数及锅炉淘汰、改造用气用电量,制定了2018年燃煤锅炉治理清单,以天然气、电力保供能力确定燃煤锅炉改气、改电的数量,做到一台锅炉一张表,形成锅炉类型、淘汰改造方式、整改、验收、责任人的完整清单,并妥善做好煤改电、煤改气用量的核算及备案,为下一步燃煤锅炉淘汰治理工作奠定基础。
深入推进燃煤锅炉淘汰。开展35蒸吨/小时及以下燃煤锅炉、茶炉大灶、经营性小煤炉淘汰工作,并严格燃煤设施准入,主城区建成区及城乡结合部、县城建成区及经济开发区(产业园区、示范区)范围内禁止新建燃煤锅炉,其他区域禁止新建35蒸吨及以下燃煤锅炉。同时,在集中供热管网覆盖的区域优先并入集中供热,无法并入集中供热的,积极稳妥地推进燃煤锅炉改电、改气工程,推广光伏、光热和工业余热利用等多种供暖方式,进一步从源头防控污染。
强力推进锅炉深度治理。大力治理散煤污染,改造燃煤锅炉以及燃煤发电机组。除层燃炉、抛煤机炉外,其他65蒸吨/小时以上燃煤锅炉完成超低排放改造,并对煤改气锅炉同步实施低氮燃烧改造。此外,对全市35蒸吨/小时以上燃煤锅炉安装在线监测装置并与环保部门联网,实现生产设施和治理设施同步运行、实时监控,确保全市空气质量稳定达标。
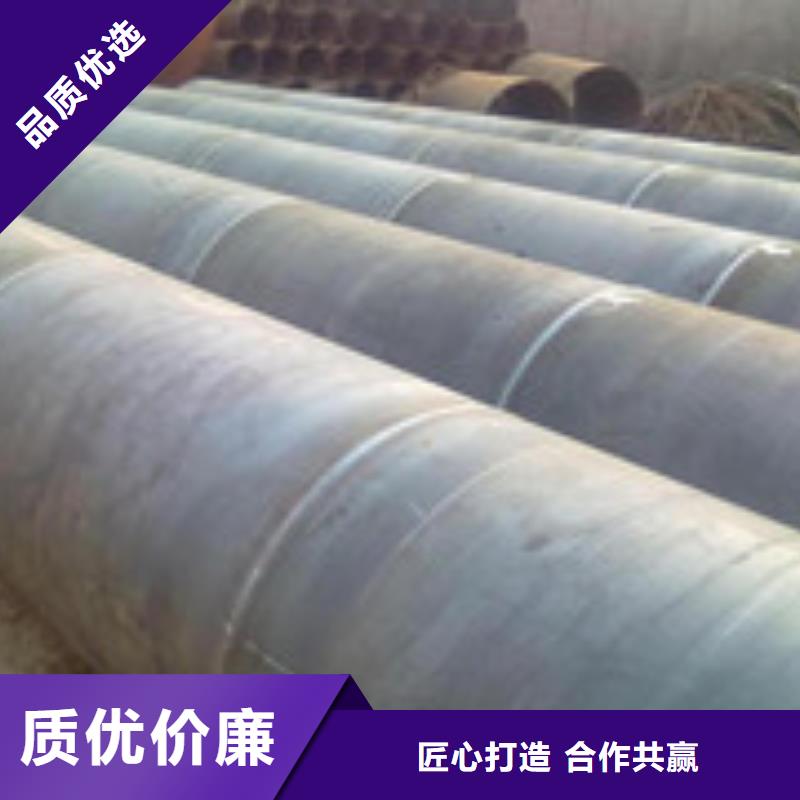
近年来,随着国民经济的发展,厚壁直缝埋弧焊管在海洋平台、高温高压的压力容器、风力发电管桩等方面得到越来越广泛的运用。制造这类钢管一般使用D36钢、S355钢及具有Z向性能的结构钢板,板材厚度较大,含碳量较高,且碳当量较高,可焊性较差,淬硬倾向大,使焊接接头的焊接性能降低,易产生冷裂纹,特别是横向裂纹出现概率偏大。出现焊接裂纹后,除了必要的控制措施外,还要注意及时对工件进行返修。以S355钢为例说明出现焊接横向裂纹后的返修措施。具体是:
1、确认缺陷
对所有焊缝进行UT检验,标出裂纹的位置、长度、深度及方向。如果整条焊缝都有缺陷,建议刨掉整条焊缝重新进行埋弧焊接,局部返修建议采用焊条电弧焊。
2、刨前预热
预热温度为110-170℃,预热温度检测位置为焊缝两侧不小于150mm,加热范围为距离缺陷四周500mm以内。
3、气刨
气刨范围为裂纹缺陷两端向外、完好焊缝不少于50mm外向中间气刨,刨槽两端为圆滑平缓过渡,过渡面与垂直线至少大于45°。气刨碳棒角度应在60°以下,尤其是在将要到达裂纹处,角度尽可能小。
4、打磨
打磨至无黑皮,打磨之后的表面应平滑过渡,不应有尖锐的深坑。
5、PT
冷却至合适温度后做渗透检测(PT)。
6、打磨
依据PT检测结果,进行打磨,打磨至没有红线为止。
7、MT
打磨好后做磁粉检测(MT),确认没有残余裂纹,否则应继续打磨,直至MT检测不出裂纹为止。
8、焊前预热
的预热温度为110-170℃,预热温度检测位置为焊缝两侧不小于150mm,加热范围为距离焊缝500mm以内。
9、焊接
按照补焊作业指导书进行,焊道宽度不超过15mm,能分道就分道。可采用焊条电弧焊或自动埋弧焊工艺。
10、焊后保温、缓冷
11、焊后热处理
焊后热处理主要是扩散氢、降低焊后残余应力,对于刚度较大的焊件有专门进行“消氢处理”、“应力热处理”。的热处理制度是:焊接完成后立即用陶瓷电热毯加热至200℃,保温2h后关电缓冷。
12、焊后检测
焊接完成48h后,按要求进行NDT检测,确认返修合格。
焊管大企业_天钢友联管道科技有限公司,固定电话:15163551486,移动电话:022-8491-4015,联系人:周经理,QQ:2163417169,大邱庄镇源通大厦B座203 发货到 山东省。









