

以下是:有现货的螺旋钢管经销商的产品参数有现货的螺旋钢管经销商_天钢友联管道科技有限公司,固定电话:15900226077,移动电话:022-84914016,联系人:朱立华,QQ:2384412703,静海区大邱庄镇发货到山西省 晋城市 沁水县、阳城县、陵川县、泽州县、高平县 发货到 山西省晋城市。 山西省,晋城市 晋城市,山西省辖地级市,古称建兴、泽州、泽州府。位于山西省东南部,全境居于晋城盆地,四周群山环绕,中部相对平坦,丹河与沁河纵流全市,因春秋末年迁晋静公到此而得名,总面积约9490平方千米,是山西省东南门户。截至2023年3月,晋城市下辖1个市辖区、4个县,代管1个县级市。2022年,晋城市常住人口218.93万人。
图文介绍虽好,但视频更能展现有现货的螺旋钢管经销商产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。以下是:有现货的螺旋钢管经销商的图文介绍
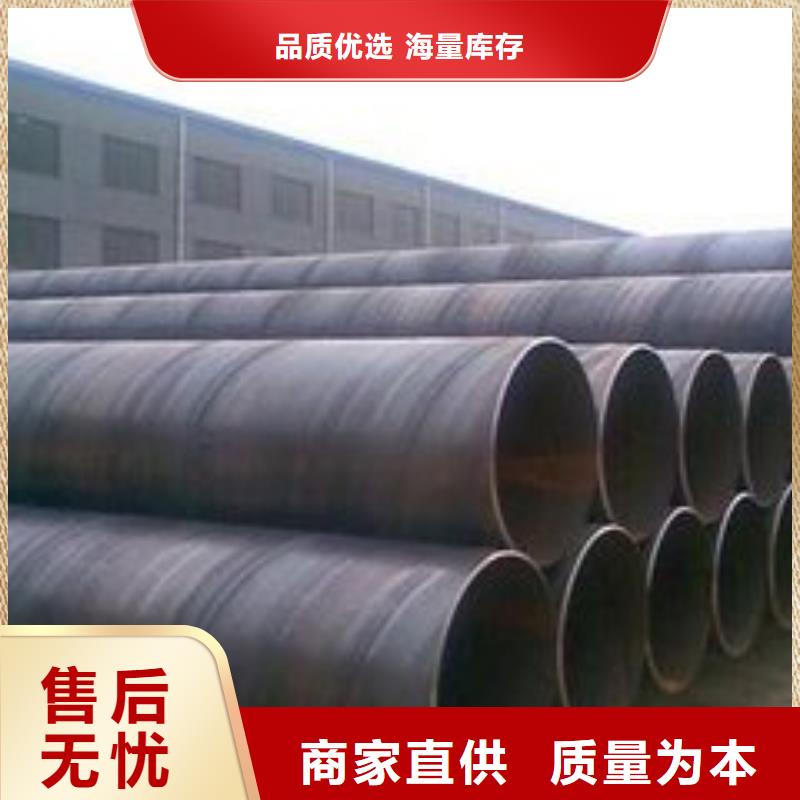
山西晋城天钢友联管道科技有限公司拥有技术精湛的自主研发团队,以满足客户需求为目标,以为用户提供高价值 螺旋钢管产品为己任,按照客户需求,为客户研制出满意放心的 螺旋钢管产品。实现 螺旋钢管产品需求多元化,质量稳定化。
天津天钢友联管道科技有限公司专业生产螺旋钢管为Ф219~3220mm,壁厚为5~30mm。直缝钢管Ф219~1520mm,壁厚为4.5~100mm。卷管为Ф219~3000mm,壁厚6mm-60mm,钢级高达B-X70,年生产能力为28万吨。 产螺旋管,螺旋钢管,直缝钢管,螺旋焊管,热扩钢管,大口径钢管,焊接钢管,无缝化钢管,Q235螺旋焊管,Q235直缝焊管,Q345B螺旋钢管,Q345B厚壁焊管,16mn直缝钢管,45#螺旋钢管,厚壁直缝钢管,Q235厚壁卷管,小口径直缝管,薄壁螺旋焊管,厚壁螺旋焊管,大口径螺旋焊管的专业钢管厂家,拥有先进的ERW热轧无缝化钢管(高频直缝焊接钢管)生产线4条,国标螺旋钢管生产线12条,热扩钢管生产线2条,大型三层结构聚烯烃(管道防腐)(管道保温)(PE、PP)涂敷生产线1条。 Q235螺旋钢管厂家现货供应。一直以生产效率高,生产成本底,而领跑于大口径钢管行业。其缺陷是生产规格不能灵活变动,不能满足工程行业的多变性,另外螺旋大口径钢管在厚壁钢管的生产成本却高于直缝厚壁大口径钢管。五洲直缝厚壁大口径钢管可以生产范围内的任意规格与壁厚的钢管产品。主要生产流程如下:(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 分析,在以板材为主的扁平材焊管市场内,冷轧产品和镀锌产品的价格跌幅为明显。在冷轧薄壁钢管市场中,焊管市场的跌幅较大,其原因在于:一方面到货资源逐步增加,另一方面当地薄壁钢管市场的成交状况难有好转,部分商家为了减轻销售压力,持续回调报价。存款准备金率的下调。
螺旋钢管的外壁防腐主要分为三类,分别是:单层PE防腐、2PE防腐和3PE防腐。
1、单PE防腐钢管:单层PE防腐钢管是采用淋涂工艺(又称幕帘法),将中频加热后的钢管进行旋转,钢管顶层是装有聚乙烯粉末的容器,通过淋涂撒在钢管外壁表面形成聚乙烯涂层。执行标准CJ/T120-2008给水涂塑复合钢管。
2、2PE防腐钢管:管道二层PE防腐结构, 层胶粘剂(AD),第二层聚乙烯(PE),二种材料融为一体,各层厚度同三层PE相同标准:SY/T0413-2002 埋地钢制管道聚乙烯防腐层技术标准GB/T23257-2009 埋地钢制管道聚乙烯防腐层技术标准
3、3PE防腐钢管:管道三层PE防腐结构: 层环氧粉末(FBE>100um),第二层胶粘剂(AD)170~250um,第三层聚乙烯(PE)2.5~3.7mm。三种材料融为一体,并与钢管牢固结合形成优良的防腐层。管径范围Φ60~Φ1420。
今天我们来谈一下螺旋钢管施工方案,有些什么注意事项,怎样把每支螺旋钢管对接成一个完美的管道工程。
1.首先就是焊接,螺旋钢管的接口焊接采用电弧焊,一遍打底,二遍成活,每道焊缝均一次焊完,每层施焊的引熄弧点须错开。
2.每支螺旋钢管在焊接前应先修口、清渣、管端端面的坡口角度、钝边、间隙,应符合规范规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
3.在对口时应使内壁齐平,采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏查差应为0.2倍壁厚,且不得大于2mm。
4.对口纵、环向焊缝的位置应符合下列规定:纵向焊缝应在管道中心垂线上半圆的45°左右处;;有加固的螺旋钢管,加固环的对焊焊缝应与螺旋钢管的纵向焊缝错开,其间距不应小于100mm;加固环距螺旋钢管的环向焊缝不应小于50mm;管道任何位置不得有十字形焊缝。
5.当定位焊时,定位焊缝所有焊条号(或牌号)应与正式焊接相同,但焊条直径可选细一些。定位焊缝的焊接电流要选得比正式焊接时大一些,通常大10%-15%,以保证焊透。
6.每支螺旋钢管焊接时候的焊接标准:焊缝质量必须符合GB50268-97中4.2的有关规定,焊缝应平滑,宽窄一致,根部焊透,无明显的凹凸缺陷及咬边现象,焊缝加强面应高出管面约2毫米,焊出坡口边缘2-3毫米。
7.螺旋钢管与法兰焊接时,螺旋钢管应插入法兰三分之二,法兰与螺旋钢管应垂直,两者的轴线重合。水平管道坡度不小于0.3%。焊接前应检查施焊环境,焊接安装设备、焊接材料的干燥及清理,必须符合规范及焊接操作规定。焊接双面焊件时,应清理并检查焊缝根部背面,清理缺陷后,方可施焊背面焊缝。规定清根的焊缝应在清根后进行外观检查后方可施焊。螺旋钢管的壁厚大于4mm焊接前必须打坡口,坡口表面不得有夹层、裂缝、加工损伤、毛刺及焰切割熔渣等缺陷。焊接后药皮应敲干净,焊口应呈现均匀的鱼鳞状,不得有气孔、夹渣、裂纹、焊瘤等现象,咬肉长度应在规范要求内。
8.大于20mm的放气阀门采用法兰连接,小于或等于20mm的放气阀门采用螺纹连接。
9.当螺旋钢管焊接过程转弯、穿墙及支吊架处,不应有接口和焊缝,管道穿越墙壁应预埋套管,套管直径应比管道保温外径大50mm。管道 点设放气阀, 点设放水阀。
当前钢套钢蒸汽保温管的发展正在呈现出新的变化,其一,保温效果越来越好,耐受温度范围越来越大,防腐绝缘寿命已成为发展趋势,其二,施工便捷时代已到来,在巨大的保温工程下,管道敷设的越来越多,但并不会在耗费太多的人力与时间。从这变化可以看出,保温管道未来发展趋势还会大大
今年在山西省晋城市购买有现货的螺旋钢管经销商有了新选择,天钢友联管道科技有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的有现货的螺旋钢管经销商产品。如需购买或咨询,请随时联系我们,联系人:朱立华-15900226077,QQ:2384412703,地址:静海区大邱庄镇。












