


以下是:常熟太仓电解抛光合作商小型一体机的产品参数
材质 不锈钢奥氏体马氏体 产地 张家港 规格 定做 类型 抛光 作用 增亮不锈钢光泽度去除焊点毛刺氧化皮等 型号 DD-808 品牌 张家港灯鼎科技 可定制 是 型号 DD-808 常熟太仓电解抛光合作商小型一体机,前海灯鼎实业有限公司为您提供常熟太仓电解抛光合作商小型一体机的资讯,联系人:楚先生,电话:18018712562、18018712562,QQ:858787721,发货地:宝安区沙井镇发货到福建省 福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市。 福建省 2022年,福建省地区生产总值53109.85亿元,比上年增长4.7%;人均地区生产总值126829元。
我们为您准备了常熟太仓电解抛光合作商小型一体机产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:常熟太仓电解抛光合作商小型一体机的图文介绍福建前海灯鼎实业有限公司主要生产 电解抛光设备等系列。几年来,公司不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的能力、管理水平、服务意识,始终处于水平。与时俱进,新高。严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与好评。诚信是金。人无信不立,商无信不远,站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于生产工序中,以质量赢得信誉,以信誉创造奇迹,正是由于这种信念使我们的产品达到了近乎于零的返修率。本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!
挂点形成的原因:首先可以肯定挂点并不是因为电解液的原因所造成的。而是因为所需电解的工件所需消耗的电流较大,而挂具丝所能通过的电流有限,已超过挂具丝所能承受的大电流,所以导致挂具丝因通过的电流过大,而挂具丝在温度越高电阻越大的情况下发生过热或烧红的现象,从而产生挂点。解决方案:1、 选择导电性能较好的材料做挂具:一般来讲,铜的导电率是钛丝的20倍以上,所以铜挂具的导电能力比钛挂具的导电能力要强,更不容易产生挂点。一般可以采用有弹性及硬度较好的磷铜丝做挂具。当然还要考虑挂个的使用寿命问题,钛挂具在耐腐蚀方面明显要优于铜丝。不同的电解液对铜的溶解能力不一,根据我的所见,有的厂家电解液可能三五天内铜丝可能就完全溶解完了。也有的一个月左右。但在灯鼎牌电解液中铜丝基本寿命可以达到3个月或更长时间再更换。所以换铜丝做挂具还是可行的。相对成本与生产效率及品质相比,还是物有所值。案例:江苏渭西集团电解抛光不锈钢拉篮,每个拉篮所需消耗的电流约为220A,首先采用钛丝做为挂丝,每个拉篮上挂三个点,电压需调节到8V才能达到所需的电流。在电解过程中,用手接触挂钩,明显感觉到挂钩发烫,电解后取出工件,在挂丝接触的地方有明显的烧黑挂点。而且发现钛的挂丝出现因温度过高,钛丝发蓝的现象。而改用相同规格的磷铜丝做为挂丝后,电压6.5V便可以达到所需电流,在电解过程中电压调节到10V挂钩没有发热现象,电解后的工件没有挂点。2、 适当的增加挂点:当然首先要确定在现在挂点情况下所电解后工件的挂点情况。如果在现在条件下只出现轻微的挂点,通过增加挂点的方式基本是可以解决问题的。这就好比修路,现有的将电流运输到工件上的线路只有一条或几条,所出现有结果就是有挂点,而出现挂点的原因是因为通过挂丝的电流超负荷。所以在这种情况之下,可以多增加一个或几个挂点,将电流分流流向同一个工件,减轻挂丝的电流负荷情况。对挂点大有改善。如果在现有条件下出现的挂点情况非常严重,则建议还是更换挂具材料,这种情况下增加几个挂点几乎是不能解决问题的,况且工人操作也很麻烦。3、 适当调低电压:首先电解抛光前要调试确定出所电工件的低电流,意思就是必须在多少电流以上工件才能电亮。低于正常电流的操作,会导致工件一直处理溶解状态,不出光。或是工件电解后表面会出现白雾状的脏污,需要手工擦拭后才能除掉,这是不可选的。当然高于正常所需电流操作是可选的,电压越高,出光速度会越快,可以减少电解时间,提高生产效率。所以工厂生产时一般都会采用偏高于正常电流来操作,以达到提高生产效率目的。但当所调节的电压过高时,很可能就会超出挂丝的大负荷,产生挂点。在这种情况下,挂点是可以通过适当放低输入电压来调节的。4、 可以降低或控制电解液的温度:电解液的导电性和挂丝的导电性在不同的温度情况下,导电性能正好相反。温度越高,挂丝的电阻越大,因为金属挂具内的自由电子在温度不断升高的过程中振动越强,所通过的电流路线越弯曲,所能通过的电流越小。而电解液则会随之温度的升高,内部电离子越活跃,导电性能越强。所以当电解液温度越高时,就会产生二种对挂点不利的因素,就是挂具的导电性会大大下降,而工件所需的电流会大大。从而从容易产生挂丝超负荷而产生挂点。这种情况下适当的降低电解液的温度就可以解决。大部份电解液在50~100度之间都是可以工作的,所以当温度达到80度以上或出现挂点情况时,可以适当停机几小时,让温度降低。或者是在电解槽的外围再建一个冷却槽包围电解槽,以流动水不断循环来隔层控制电解池的温度
电解抛光的主要特点是1、抛光的表面不会产生变质层﹐无附加应力﹐并可去除或减小原有的应力层2、对那些难于用机械抛光的硬质材料﹑软质材料以及薄壁﹑形状复杂﹑细小的零件和制品都能使用电解抛光加工﹔3、抛光时间短﹐而且可以将多件工件同时抛光﹐提高生产效率﹔4、电解抛光所能达到的光亮度与原始表面粗糙度有关﹐一般可提高两级。但由于电解液的通用性差﹐使用寿命短和强腐蚀性等缺点﹐电解抛光的应用范围受到限制。5、电解抛光主要用于表面粗糙度小的金属制品和零件﹐如反射镜﹑不锈钢餐具﹑装饰品﹑注射针﹑弹簧﹑叶片和不锈钢管以及不锈钢门花配件等﹐还可用于某些模具(如胶木模和玻璃模等)和金相磨片的抛光。电解抛光主要工艺为:除油--水洗--除锈--水洗--电解抛光--水洗--中和--水洗--钝化--包装。通过了解了不锈钢电解抛光的原理和特点,我们可以知道电解中应注意哪些细节问题,这样才能减少消耗,提高加工效率。
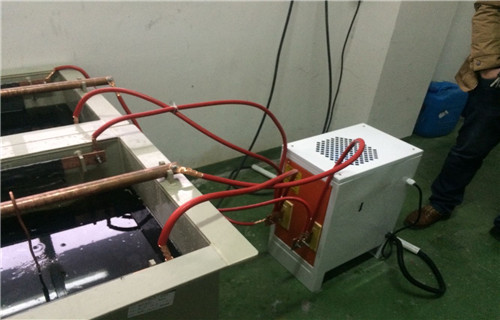
组装流程:1、两级电线:1.整流机500A以上电线为4条,分AB两种颜色,A颜色电线接整流机正极和抛光槽阳极棒(中间)。B颜色电线接整流机负极和抛光槽阴极棒(两边)。2、阴极铅板:铅板应挂在阴极棒上(两边)注意卡紧整齐。3、石英加热器:放在曹体头上角的两边。石英加热器电压:220V单项 功率:2KW和3KW。石英加热器必须保证抛光液到位的情况下才可以加热使用,温度40-70。刚加温好的抛光液,上下温度不一致,使用前需搅拌一致。4、抛光液:抛光液到进抛光槽内加热至50-65度佳,新型抛光液都不太稳定,建议用材料电解老化,老化时间5小时以上,再投入生产。
在福建省采购常熟太仓电解抛光合作商小型一体机请认准前海灯鼎实业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:楚先生-18018712562,QQ:858787721,地址:宝安区沙井镇)。











