


以下是:螺旋钢管免费寄样的产品参数螺旋钢管免费寄样,盐山全通管道有限公司为您提供螺旋钢管免费寄样的资讯,联系人:销售部 王经理,电话:0317-6364677、13832702077,QQ:752549820,发货地:盐山县城南开发区发货到广东省 肇庆市 端州区、鼎湖区、广宁县、怀集县、封开县、德庆县、高要区、四会市。 广东省,肇庆市 肇庆是历史文化名城、全国文明城市、广府宜居山水城市,既是岭南土著文化和广府文化的发祥地,也是中原文化与岭南文化、西方文化与中国传统文化早的交汇处。肇庆扼两广之咽喉,有着“岭表南来州”之誉;历史上曾五次成为岭南或大西南政治、经济和文化中心。汉朝设置广信;隋朝置端州;宋朝(1118年)设肇庆府;明朝至清朝,肇庆是两广总督府驻地;明清之际,是南明永历王朝首都。
螺旋钢管免费寄样产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:螺旋钢管免费寄样的图文介绍广东肇庆盐山全通管道有限公司长期以来培养 螺旋钢管技术人才,积累了从 螺旋钢管产品开发、工艺、工装设计到批量生产的丰富的理论和实践经验。能够在较短的时间内开发出满足用户要求的 螺旋钢管产品。
质量方针:以客户为中心、以 螺旋钢管质量求发展、以技术带进步、以管理创效益。
企业作风:求是务实、行动迅速、细致周到、精益求精。
螺旋管制造技术发展到今天,我们应该地、正确地进行评价和比较,重新认识螺旋管焊缝较长的问题。首先,由于缺陷与焊缝相平行,故对螺旋管来说,其焊缝的缺陷为“斜缺陷”。在使用过程中,钢管的主应力方向,即钢管轴线方向的当量缺陷长度比直缝管小;其次,由于管线钢均为轧制钢板,冲击韧性有较大的各向异性,顺轧制方向的CVN值可比垂直于轧制方向的CVN值高3倍。直缝管所受的主应力恰恰垂直于管材抗冲击能力 的方向,而螺旋管则错开了管材抗冲击能力 的方向,使螺旋管焊缝长的劣势转变成了优势。
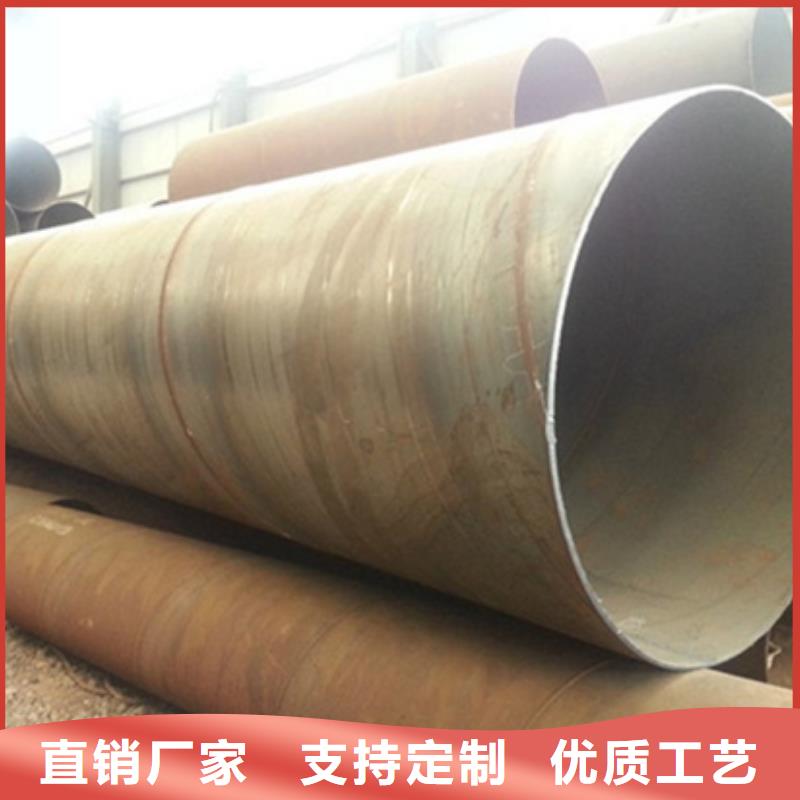
螺旋钢管和直缝钢管都属于焊接钢管系列,应用数量都是非常大,但是在价格方面螺旋钢管要比直缝钢管具有更大的优势。 目前市场上主流的螺旋钢管价格在2000元/吨左右,同等规格的直缝钢管价格在2400元/吨左右。可以说螺旋钢管的价格更低一些,在工程中具体应用什么样的规格,这主要取决于设计的要求,下面我们就对于螺旋钢管和直缝钢管做一下对比。以上两个产品左侧为螺旋钢管,右侧为直缝钢管,螺旋钢管的焊缝是螺旋形状,直缝钢管的焊缝是一条直线。直缝钢管是将热轧卷板经过成型机成型后,利用高频电流的集肤效应和邻近效应使管坯边缘加热熔化,在挤压辊的作用下进行压力焊接来实现生产钢管。
螺旋焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,{芤}成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。
焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。螺旋缝埋弧焊钢管采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
用途:自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设;作液体输送用:给水、排水;作气体输送用:煤气、蒸气、液化石油气;作结构用:作打桩管(桩用螺旋钢管)、作桥梁、钢结构;码头、道路、建筑结构用管等;螺旋管将热轧带钢按螺旋形弯曲成形,用埋弧自动焊进行内缝和外缝的焊接制成螺旋管。螺旋管将热轧带钢按螺旋形弯曲成形,用埋弧自动焊进行内缝和外缝的焊接制成螺旋管。由于以下原因它能广泛地应用于大直径螺旋管的生产中: 1)只要改变成形角度,就可以用同一宽度的带钢生产各种口径的螺旋管; 2)因为是连续弯曲成形,所以螺旋管的定尺长度不受限制; 3)焊缝螺旋形均匀分布在整个螺旋管圆周上,所以螺旋管的尺寸精度高,强度也较高; 4)易于变更尺寸,适合于小批量、多品种螺旋管的生产螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.
如今螺旋钢管的常用规范通常分为:SY/T5037-2000(部标、也叫 一般流体运送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997(国标、也叫石油天然气工业运送钢管交货技能条件榜首有些:A级钢管(到当前需求严厉的有GB/T9711.2 B级钢管))、API-5L(美国石油协会、也叫管线钢管;其间分为PSL1和PSL2两个等级)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)。螺旋钢管首要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是中国开发的二十个要点商品之一。作液体运送用:给水、排水。作气体运送用:煤气、蒸气、液化石油气。作构造用:作打桩管、作桥梁;码头、路途、建筑构造用管等。
螺旋焊接钢管由于直埋于潮湿的土壤中,并且其常年浸没在污水环境中,管道所埋的环境中有一些介质,比如:O2、CO2、H2S、SO2、Cl2等类,导致管道被腐蚀。比如O2的腐蚀作用主要由于管道内输送的水中或者管沟内的存在积水,积水中含有溶解氧,使得钢铁被氧化。由于氧对管道的腐蚀比较强烈而且速度较快,因此,管道的腐蚀穿孔常是因为氧的腐蚀。由于土壤是一种多相、多孔、非均质的胶体体系,包含着许多可溶性盐类,钢质管道与这些可溶性盐接触时,其中的电流将就会在管道的界面产生电位差,从而对钢质管道进行腐蚀。而公司内的管道很多处于低洼处,其地下水位较高,表层土壤中可溶性盐类浓度偏高,这样就进一步加剧了对钢质管道的腐蚀作用,在对管道外防腐层进行作业,使得其性能逐渐失效,继而破坏管道。
螺旋钢管焊接区易产生的缺陷有气孔、热裂纹、和咬边等。螺旋钢管焊缝气孔不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。焊缝产生气孔的因素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等。焊剂成分。焊接含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气孔的形成。气泡。气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部,所以,这种缺陷的措施是首先必须焊丝和焊缝的锈、油、水分及湿气等物质,其次是必须很好地烘干焊剂除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有效的。
Q235B螺旋钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。GB700-杠88螺旋钢管执行标准中碳素结构钢Q235按冶金质量分为A、B、C、D四个等级,各等级的钢种含Si量均为0.3%,区别在于含碳量和硫、磷含量的不同。AB级含碳量为0.14%~0.22%和0.12%~0.20%,CD级含碳量为≦0.18%、≦0.17%,A级的含Mn量小,D级SP含量小。
Q235B螺旋钢管热处理的方法首先技术模具布局设计要合理,厚薄不要太悬殊,形状要对称,关于变形较大模具要把握变形规则,预留加工余量,关于大型、精细杂乱模具可选用组合布局。对一些精细杂乱的模具可选用预先热处理、时效热处理、调质氮化热处理来操控模具的精度。在修补模具砂眼、气孔、磨损等缺点时,选用冷焊机等热影响小的修复设备以避免修补过程中变形的发生。Q235B螺旋钢管厂家队精细杂乱模具要进行预先热处理,机械加工过程中发生的剩余应力。对精细杂乱模具,在条件答应的情况下,尽量选用真空加热淬火和淬火后的深冷处理。在包管模具硬度的前提下,尽量选用预冷、分级冷却淬火或温淬火工艺。合理选用材料。对精细杂乱模具应挑选原料好的微变形模具钢,对碳化物偏析严峻的模具钢应进行合理铸造并进行调质热处理,对较大和无法铸造模具钢可进行固溶双细化热处理。合理挑选加热温度,操控加热速度,关于精细杂乱模具可采纳缓慢加热、预热和其他均衡加热的办法来削减模具热处理变形。
螺旋钢管退磁一般选用的是直流退磁线圈,将退磁线圈加在磁粉探伤机之后,但退磁效果并不能使客户满意,问题在于直流退磁场只是产生反向半周磁场,只能让大口径螺旋钢管如何退磁内部剩磁反向部分抵消,对外表现的剩磁停留在所需的范围内,所以效果不很稳定。往往是在现场能够达标,经过搬运、敲打后, 磁场又超标了。其原因就是大口径螺旋钢管如何退磁内部的磁畴没有经过"磁锻炼"处于不很稳定状态。大口径螺旋钢管如何退磁剩磁的 标准是30GS以下,HT30D钢管退磁系统能够将钢管剩磁稳定退到10GS左右,以避 免在以后的运输过程中剩磁再反弹。 技术指标 外形尺寸: 工作电压:220V 工作电流:5-20A连续可调 工作频率:0-50Hz连续可调 退磁线圈内径尺寸:(按客户要求计)。
污水排放用Q235B螺旋钢管价格以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管对焊带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。螺旋管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。作液体输送用:给水、排水,污水处理工程,输泥,海洋输水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管,海洋打桩管等。焊缝处理:螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
螺旋钢管免费寄样,盐山全通管道有限公司专业从事螺旋钢管免费寄样,联系人:销售部 王经理,电话:0317-6364677、13832702077,QQ:752549820,发货地:盐山县城南开发区,以下是螺旋钢管免费寄样的详细页面。

















