

以下是:不锈钢复合管护栏价格免费咨询的产品参数
材质 不锈钢 品牌 正久 产地 山东 不锈钢复合管护栏价格免费咨询,正久金属制品有限公司为您提供不锈钢复合管护栏价格免费咨询,联系人:王经理,电话:0635-2120958、17762077700,QQ:759739752,请联系正久金属制品有限公司,发货地:开发区工业园发货到河南省 信阳市 浉河区、平桥区、罗山县、光山县、新县、商城县、固始县、潢川县、淮滨县、息县。 河南省,信阳市 信阳市,古称义阳、申州、光州,是河南省辖地级市,位于鄂豫皖三省交界处、河南省南部,处于大别山北麓与淮河上游之间,总面积18916平方千米。北接驻马店市,东邻安徽省阜阳市、六安市,南邻湖北省黄冈市、随州市和孝感市,西衔南阳市。属亚热带向暖温带过渡地区。截至2022年末,信阳市常住人口616.6万人;下辖2个区、8个县;市政府驻平桥区。
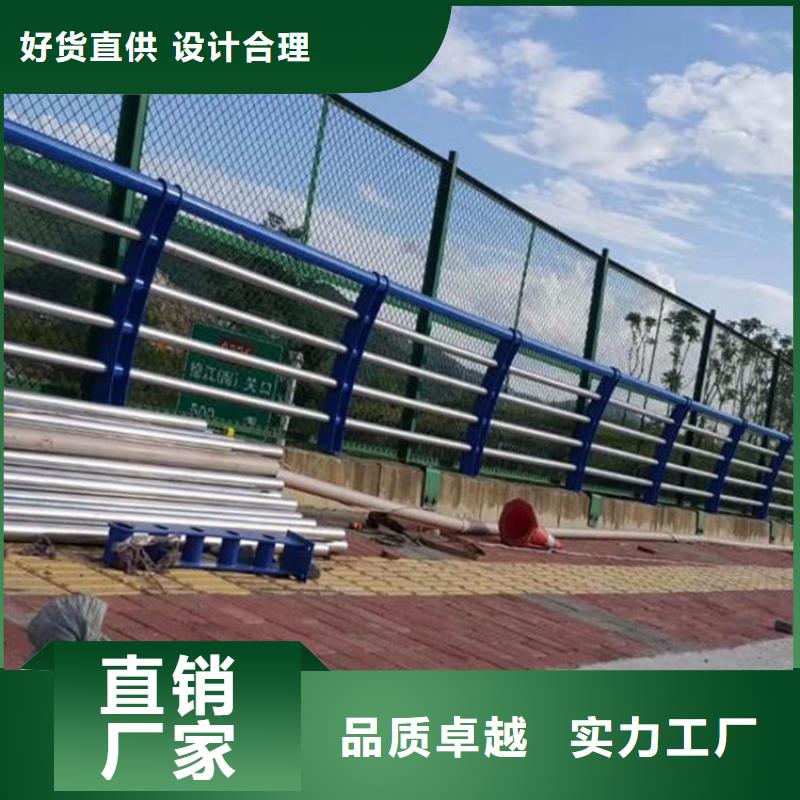
为了给您提供更的不锈钢复合管护栏价格免费咨询产品信息,解锁不锈钢复合管护栏价格免费咨询产品新体验,视频带你玩转每个细节!以下是:不锈钢复合管护栏价格免费咨询的图文介绍
从定义上来说,精磨是将焊件和金属表面混合获得滑润、一致和有吸引力的外观。下面来介绍9种不锈钢管精磨技巧。
1、不锈钢装饰用栏杆混合焊接处
个技巧是在栏杆上混合焊接联接,对此类焊接表面精磨是在栏杆上表现出出色焊接联接效果的要害。一般可以在带式研磨机上运用40、60或80粒的砂带磨削焊缝。然后运用粗、中、细或超细调度带混合表面。关于平面,请运用弹性鼓和非织造尼龙平刷。管道和管道运用管抛光包装。即便在极小的半径上,晶粒标准抵达320也能发作志向的效果。
运用速度调度器的研磨机将帮忙抵达好的光洁度。东西上带有一个可调度的带式砂轮机臂,运用起来更加便当,既可以减少操作疲乏,也可以获得更好的效果。
2、不锈钢压力容器表面处理
第二个技巧是压力容器的预备和拾掇作业。在压力容器上运用RA 15-25进行典型的4号表面处理,运用40至320粒的皮带研磨并用折翼结束。也可以运用尼龙翻盖刷,然后运用抛光轮和切开/抛光化合物进行抛光,然后制成缎面饰面。
许多拾掇东西供应快速替换东西系统,以减少停机时间,而且许多是便携式的。可拆卸手持式便携式东西可以减轻疲乏,因为它们不必承受整个驱动设备的重量。有些类型可用于非常狭窄和难以抵达的当地。还可以运用低噪音,无颤动的防尘密封设备。风冷感应电机可以供应较长的运用寿数和小的磨损。
3、商业级食物不锈钢烤架
第三个技巧是商业食物效力烧烤研磨,在商业级食物效力烤架上作业时,减小表面焊缝的标准是一个要害的应战。初步运用36到80粒度的气动粉碎机来粗磨表面。然后用带有40-220号磨料砂带的气动鼓结束加工,然后用扩展的气动直磨机和60-240号砂砾纤维刷对全部表面进行加工。由合成纤维,砂砾和树脂制成的抛光盘将焊接变色。
除了之前讲的三个技巧外,关于不锈钢焊接表面光滑的精磨技巧还有如下几种。
4、抛光不锈钢管镜面
第四个条件是抛光不锈钢管镜面,要抛光不锈钢管镜面光洁度,初步应运用80-到120-砂砾氧化锆带砂带预备表面。然后切换到表面调度皮带,用从中等到超细的表面处理。运用预磨轮和抛光剂。用抛光轮抛光化合物抛光,然后用抛光轮和抛光膏结束镜面抛光。不锈钢复合管护栏
5、结构钢上研磨焊缝和斜接头
第五个是在结构钢上研磨焊缝和斜接头,运用60-150微米的锆纤维圆盘从结构钢斜接头上移除焊珠。然后运用带有40至220粒度的锆混合带的鼓式砂光机。用模板盖住。一个表面调度皮带会给你一个很好的结束,而一个100到200砂砾细皮刷将导致缎面结束。
6、不锈钢焊缝磨粒
第六个是不锈钢焊缝的磨粒,初步运用气动直角研磨机与具有冷却效果的塑料支撑板和80-砂砾纤维盘,用预研磨的不锈钢焊缝上的研磨进程。运用直磨机结束气动鼓。运用带无纺布,中等或高硬度抛光盘的直角磨光机对表面进行磨光。用120目砂带和40至320目砂带精磨焊道。
7、橙皮效应
第七个是橙皮效应,为了使橘皮效果滑润,首要运用40粒皮带进行大概的预备。然后用软接触辊和A160 Trizact?皮带细磨。用柔软的接触辊和中等表面处理带进行缎面处理。也可以通过运用翻盖刷和220粒磨料垫来抵达工业级的光洁度。
8、不锈钢内角磨削
第八个是不锈钢内角磨削,要结束不锈钢组件的内角,首要用电动角磨机用80粒迷你风门轮滑润焊接。然后运用电动角磨机和软盘(在A160和A16之间)用Trizact砂轮对其进行细磨。运用电子文件和60至400粒的非织造垫来定义表面纹理。
9、研磨和抛光挤出机饲料
终究个是研磨和抛光挤出机饲料,首要用一台带式研磨机和一个40至80粒锆刚玉带在挤出机进料轴上进行开端研磨,研磨和抛光。运用80至120粒Velcro?纤维轮来处理侧翼。用辊子附件精磨轴和周围面。用曲解的抛光环和抛光膏抛光。
河南信阳正久金属制品有限公司常年销售各种 不锈钢复合管护栏。 公司依靠科学管理体系,严格执行标准, 我们的宗旨:诚信是一个人的立身之本,也是一个企业的经营准则,我们一直遵循“诚信为本”的经营理念,为广大海内外朋友提供产品。在未来的创业中,公司将继续加大新产品的开发力度,不断开拓新的领域,以新的姿态一如既往地奉行“追求卓越,真诚到永远”的原则竭诚为广大客户服务。
不锈钢护栏是一种长形的、连续(Continuity)的构筑物,因为设计和施工的要求不锈钢桥梁护栏,常按单元来划分制造。栏干的构图要单元好看;更要整体美观,在长距离内连续的重复(repeat),产生韵律美感,因此某些具体的图案、标志,例如动物的形象、文字往往不如抽象(abstract)的几何线条组成给人感受强烈。不锈钢护栏的构件:除了构图的需要,不锈钢护栏杆件本身的选材、构造也很有考究。不锈钢防撞栏施工时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏不锈钢复合管护栏。如遇地下通讯管线、泄水管或涵顶填土深度不足时,应调整立柱位置,或改变立柱固定方式。一是要充分利用杆件的截面高度,提高强度(strength)又利于施工;二是杆件的形状要合理,例如二点之间,直线距离近,杆件也稳定(解释:稳固安定;没有变动),多几个曲折,就要放大杆件的尺寸不锈钢复合管栏杆,才能获得同样的强度(strength);三是不锈钢护栏受力传递(transmission)的方向要直接明确。只有了解一些力学知识,才能在设计中把艺术和技术统一起来,设计出好看、耐用又便宜的不锈钢护栏来。
lczj
不锈钢复合管护栏焊接很多人不知道不锈钢复合管护栏焊接是怎么进行的 今天小编为大家普及下知识,小编将从有铅、无铅、多层等七个角度为大家分析随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W
4. 管道不锈钢复合管护栏焊接
一般都是气温不能低于0℃。 环境温度低于0℃高于零下20℃时,工件预热到15℃以后不锈钢复合管护栏焊接,如果低于零下20℃,停止不锈钢复合管护栏焊接。
5. 如果是不锈钢复合管护栏焊接熔池的话就要看材料来定:如不锈钢不锈钢复合管护栏焊接温度在1520℃~1570℃,碳钢是1450℃~1480℃。
6. 多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
7. 4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201
电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。
熔池中液体金属的温度比一般浇注钢水的温度高得多,过渡熔滴的平均温度约在2300℃左右,熔池平均温度在1700℃左右。高可达2900多度。
不锈钢复合管护栏价格免费咨询,正久金属制品有限公司为您提供不锈钢复合管护栏价格免费咨询的资讯,联系人:王经理,电话:0635-2120958、17762077700,QQ:759739752,发货地:开发区工业园。













