

以下是:219螺旋输送机多年老厂的产品参数
品牌 衡泰重工 产地 泊头 类型 输送机 219螺旋输送机多年老厂,衡泰重工机械制造有限公司为您提供219螺旋输送机多年老厂的资讯,联系人:于经理,电话:15127722840、13784717840,QQ:3100195594,发货地:西环路发货到内蒙古 乌海市 。 内蒙古自治区,乌海市 乌海市,别称狮城,内蒙古自治区辖地级市,地处黄河上游,东北隔甘德尔山与鄂尔多斯搭界,南与石嘴山市隔河相望,西接阿拉善盟,地处大陆深处,属于典型的温带大陆性气候,总面积1754平方千米。截至2022年10月,全市辖3个市辖区。截至2022年底,全市常住人口56.02万人。
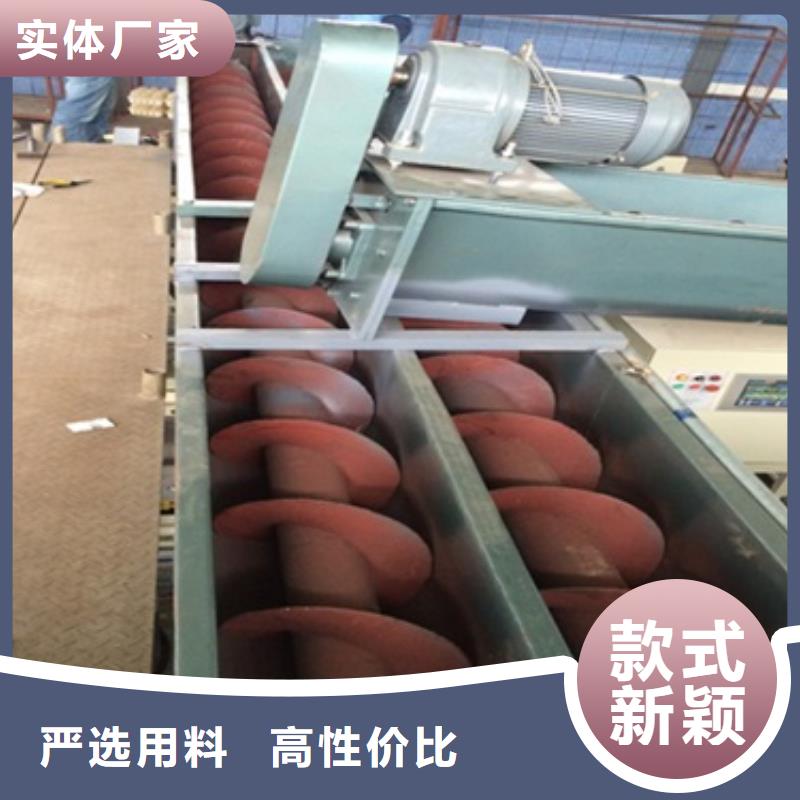
我们的现场实拍视频将带您走进219螺旋输送机多年老厂产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。以下是:219螺旋输送机多年老厂的图文介绍
gls管道螺旋输送机的螺旋轴在物料工作性能的有止推卷帘以随物料给螺旋的轴向反力,在比普通人长时,铺设灰色除尘埃卷帘。gls管道螺旋输送机含有马上分享好处)核心相当简单,资金较小。)运动时髦,电线完胜容易简便。 尺寸严谨,断面尺寸小,占地空间面积小。在港口的合适卸船效果中易进出舱口、车厢。能安排密封输送,有利于输送易搅拌螺旋输送机的、阴寒的及气体伤筋断骨的物料,可数量对园地的感染,得到大大的改善港口上班的的效果场地。 装载卸载固有。完整垂直螺旋输送机时间其输送保持上的任一丝装载卸载;对倾斜螺旋输送机成立对咱螺旋)能逆向输送,也能使一台输送机站在那同时向两种性能输送物料,即集向中或靠近中。学校更新下来能耗大量。物料在输送找准位置方向中好理解研碎及,螺旋叶子和料槽的也还算是关键。 无轴螺旋输送机设备:160无轴螺旋输送机是属于根据策动螺旋反转,推移物料以干传播材料的设备。它可以歪斜、垂直或垂直传播,具有配件内部产品内部产品结构部件产品结构简单、横截页面小、密度性好、安装好理解、保留维修服务保障保证维修易明白、方便部位运输等弊端。
内蒙古乌海哪里有销售 输送机械,不用东奔西跑,本站商家内蒙古乌海衡泰重工机械制造有限公司,报价实在,价格便宜,厂家直销,规格齐全,库存充足。下面是部分产品图片和介绍,更新信息赶紧联系商家吧!
脉冲穿孔:(Pulse drilling)采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。
一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。
焊接方法
输送机支架焊条电弧焊的焊接方法
引弧
划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。
(1)螺旋机运转应平稳可靠,紧固件无松动现象。(2)运转2小时后,轴承温度不大与30℃,润滑密封良好。(3)减速器无渗油,无异常声,电器设备,联轴器可靠。(4)空载运转时功率不应超过额定功率的30%。螺旋输送机下料口的分布螺旋输送机怎样才不会堵塞。 螺旋输送机下料口的分布:螺旋输送机主要材质为碳钢、锰钢、不锈钢等耐磨材质,也可根据粉料介质不同进行选材定制生产,电动马达根据使用需要采用4级、6级、50HZ、60HZ、380伏、400伏、415伏、防爆、变频调速、电磁调速等让输送量根据生产需求调节流量大小,来满足实际使用需要。 螺旋输送机是通过下料口把物料输送到下面的,可以根据现场需要,自行制定。螺旋输送机各灰斗的粉尘首先分别经过卸灰阀排到刮板输送机上,如果有两排灰斗则由两个切出刮板输送机送到一个刮板愉送机上,并把灰卸到螺旋输送机开机下部,粉尘经提开到一定高度后卸至贮灰罐。 贮灰进的粉尘积满(约4/5灰高度)后定时由吸尘车拉走,无吸尘车时,可由贮灰罐直接把粉尘经卸灰阀卸到拉生汽车上运走。为了避免粉尘飞扬可用螺旋输送机把粉尘后再到拉尘汽车上。气力翰送粉尘也是输灰的常用方式。其工作动力是高压风机吸引的气流。
检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。
219螺旋输送机多年老厂,衡泰重工机械制造有限公司为您提供219螺旋输送机多年老厂产品案例,联系人:于经理,电话:15127722840、13784717840,QQ:3100195594,发货地:西环路。



















