以下是:绗磨油缸管的产品参数
材质 钢管 属性 精加工 类型 绗磨管 产地 聊城 品牌 九冶 绗磨油缸管,九冶管业有限公司为您提供绗磨油缸管的资讯,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园发货到福建省 厦门市 思明区、海沧区、湖里区、集美区、同安区、翔安区。 福建省,厦门市 2022年,厦门市地区生产总值(GDP)7802.66亿元,同比增长4.4%。三次产业结构为0.4:41.4:58.2。
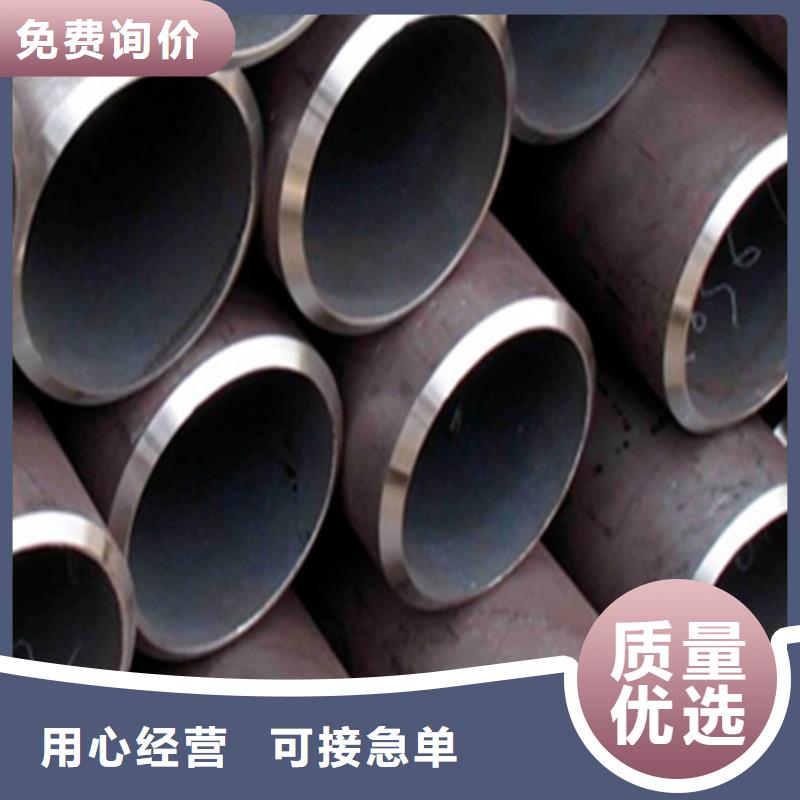
以下是绗磨油缸管的现场实拍视频,让您更好地了解产品的优点和特点不容错过。以下是:绗磨油缸管的图文介绍
福建厦门九冶管业有限公司设备先进技术力量雄厚,公司本着平等互惠、诚信守约的原则、科学的质量管理体系。公司坚持以市场为导向,牢记“品质保证、信誉至上、价格优惠、服务至上”的经营理念。通过努力,已为各类客户提供了高质量的 绗磨管产品和完善服务,使公司保持了稳健的发展势头。朝着“立足全国,面向世界”的发展目标不断迈进!公司营销部设在丁块工业园,竭诚欢迎广大新老客户来电莅临指导,洽谈业务。
珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
珩磨管主营材质:20#、Q235、20G、35#、45#、16Mn、Q345、40Cr、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。广泛应用:工程机械、冶金机械、塑料机械、启闭机械、矿山机械、道路施工机械、纺织机械等多个行业。加工形式:1.冷轧2.冷拔3.珩磨4.滚玉现在,随着工业化的推进,越来越广泛的珩磨油缸管,珩磨油缸管和成本要求的应用也越来越高,所以是珩磨油缸管正在进行的结构改革和创新,在这个市场上,要进行供给结构改革的珩磨油缸管生产方,并与市场大规模发展,珩磨油缸管已经证明,改革,创新,加大投资市场是正确的。那么该怎么办呢?
珩磨管加工工艺
一种珩磨管的加工工艺,尤其是抗拉强度不低于1140MPa、屈服强度不低于1030MPa、伸长率不低于16%、延伸率不低于38%,且对珩磨管加工精度要求较高的珩磨管的加工工艺。采用的加工工艺是选用合适尺寸的TC4钛合金棒材,通过开坯、自由锻及热处理工艺,矫直、打深孔、珩磨、车外圆抛光等步骤完成规定尺寸及要求的珩磨管的加工过程,加工过程简单且成本低廉,满足了我国航空航天、压力机械等领域中对高性能珩磨管的使用要求。珩磨管的加工工艺,其特征在于,珩磨管的加工工艺步骤为: a)选料:选用符合标准的合适尺寸的金属材质棒材作为加工珩磨管的原料棒材; b)开坯、自由锻及热处理工艺:对原料棒材采用开坯、自由锻及热处理工艺进行加工; c)矫直:对处理后的原料棒材进行锻锤矫直; d)打深孔:在原料棒材上打出合适尺寸的通孔后制成管材; e)珩磨:采用珩磨油石对管材的通孔进行珩磨加工,使得管材的通孔满足珩磨管所要求的尺寸及加工精度要求; f)车外圆刨光:采用车床对管材的外壁及端面进行车加工及刨光,使得管材的外径达到珩磨管要求的尺寸及加工精度要求,完成珩磨管的制作。
今年在福建省厦门市购买绗磨油缸管有了新选择,九冶管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的绗磨油缸管产品。如需购买或咨询,请随时联系我们,联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园。