
以下是:不锈钢花纹板价格满意的产品参数
材质 304 201 316L 是否可定制 是 厂家 昌盛源 不锈钢花纹板价格满意,昌盛源金属制品有限公司为您提供不锈钢花纹板价格满意,联系人:邹经理,电话:18115753337、18115753337,QQ:1825577831,请联系昌盛源金属制品有限公司,发货地:东方钢材城发货到湖南省 永州市 零陵区、冷水滩区、祁阳市、东安县、双牌县、道县、江永县、宁远县、蓝山县、新田县。 湖南省,永州市 西汉元朔五年(前124年),始置泉陵侯国以来,永州已有2100多年的建制史,是国务院批复确定的历史文化名城,首批“全国禁毒示范城市”名单城市、森林城市,境内通过湘江北上可抵长江,南下经灵渠可通珠江水系,自古代便是重要的交通要塞,是湖南通往广西、海南、粤西及西南各地的门户;此外,还是怀素、黄盖、周敦颐、李达、陶铸等历史名人的故乡,有九嶷山、浯溪碑林、阳明山森林公园等4A景点。2021年1月29日,入选湖南省真抓实干成效明显的地区名单。
别再错过任何细节!花费一分钟观看不锈钢花纹板价格满意产品视频,让您的购买决策更加明智。以下是:不锈钢花纹板价格满意的图文介绍
不锈钢板回火后“次生硬化”的现象如何避免?
对一般回火过程的影响 合金元素硅能推迟碳化物的形核和长大,并有力地阻滞ε-碳化物转变为渗碳体;不锈钢板中加入2%左右硅可以使ε-碳化物保持到400℃。在碳不
锈钢板中,马氏体的正方度于300℃基本消失,而含Cr、Mo、W、V、Ti和Si等元素
的不锈钢板,在450℃甚至 500℃回火后仍能保持一定的正方度。说明这些元素能推迟
铁碳过饱和固溶体的分解。反之,Mn和Ni促进这个分解过程(见合金不锈钢板)。
合金元素对淬火后的残留奥氏体量也有很大影响。残留奥氏体围绕马氏体板条成
细网络;经300℃回火后这些奥氏体分解,在板条界产生渗碳体薄膜。残留奥氏体含量
高时,这种连续薄膜很可能是造成回火马氏体脆性(300~350℃)的原因之一。合金
元素,尤其是Cr、Si、W、Mo等,进入渗碳体结构内,把渗碳体颗粒粗化温度由350
~400℃提高到500~550℃,从而抑制回火软化过程,同时也阻碍铁素体的晶粒长大
。
特殊碳化物和次生硬化 当不锈钢板中存在浓度足够高的强碳化物形成元素时,在
温度为450~650℃范围内,能取代渗碳体而形成它们自己的特殊碳化物。形成特殊碳
化物时需要合金元素的扩散和再分配,而这些元素在铁中的扩散系数比C、N等元素要
低几个数量级。因此在形核长大前需要一定的温度
回火条件。基于同样理由,这些特殊碳化物的长大速度很低。在450~650℃形成
的高度弥散的特殊碳化物,即使长期回火后仍保持其弥散性。在450~650℃之间合金
碳化物的形成对基体产生强化作用,使不锈钢板的硬度重新升高,出现峰值。这一现
象称为次生硬化。
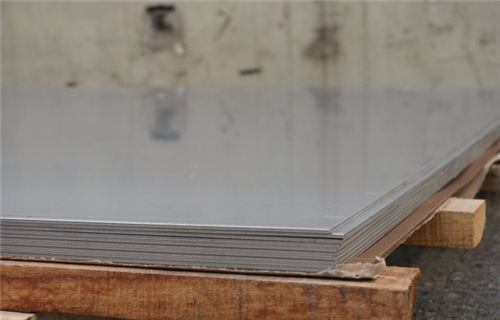
湖南永州昌盛源金属制品有限公司是一家 镜面不锈钢板行业厂家,生产经验丰富。多年来,我们不断的投入和建设,持续增强我们的市场开拓、技术研发、生产制造能力,拥有了一支专业技术和市场销售相结合的成熟队伍。
如果焊接部位的切边不良而导致焊接部位发生了断裂的话呢,那么我们就应该在
下次切断不锈钢板的时候特别注意一下了。而焊接部位的污染造成焊接的开裂却是一
个经常使我们的焊接不良的原因。尤其是水分和灰尘的污染较为明显。快速的焊接而
忽略了焊接的质量的话同样也会造成焊接的断裂。这两种情况都是我们在工作的时候
经常遇到的情况,这时候我们就需要去除焊接接口的污染然后适当的调整焊接时候的
速度就可以了。
很多时候我们在焊接不锈钢板的时候都忘了使用保护和助燃气体,然后就直接造
成焊接部位的氧化,焊接接口自然就很容易发生断裂。所以我们一定要认真的保管助
燃气体,并且进行合理的使用。
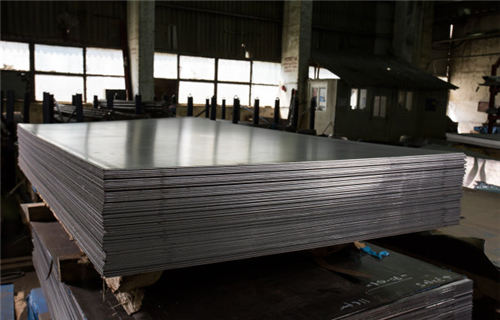
不锈钢板具有强度高、耐磨、防腐蚀等特性,随着应用领域对不锈钢板质量和性能要
求的提高,生产制造厂家对其焊接技术也日益关注。昌盛源金属材料有限公司作为专
业生产不锈钢板圆钢的厂家,在这里与大家分享下不锈钢板的焊接技术,以供参考。
一、焊前准备:
1、准备专用存放架,存放架应为木质或表面喷漆的碳钢支架或垫以橡胶垫,以与碳钢等其它金属材质隔离。
2、准备专用吊具,如吊装带、专用夹头等,严禁使用钢丝绳以免划伤表面。
3、准备运输工具(如小车、拖拉机等),并应洁净有隔离防护措施,以防灰尘、油污、铁锈污染不锈钢板。
二、焊接过程:
1、保护金属表面,严禁随处引弧,任意用铁锤敲击金属表面。
2、与不锈钢板焊接的临时性构件(如马板、吊耳等),要使用相同的不锈钢板材料,采用相应的焊接工艺。
3、焊接不锈钢板钢管时,管内应通惰性气体进行净化,焊接时焊缝附近区域必须持续有氩气保护。
4、焊接不锈钢板钢管时,需用TIG焊打底。
5、使用不锈钢板材质的砂轮和钢丝刷等进行打磨和清理工作。
三、焊后处理:
焊后应对焊缝及近缝区做酸洗、钝化处理。 酸洗、钝化具体步骤应该这样:
1、先将焊缝表面清理干净。
2、再将酸洗、钝化膏涂抹于焊缝及近缝区具有氧化皮处,涂膜厚度为1—3mm。
3、反应一般为1-10分钟,0℃以下,氧化皮厚处,需适当延长时(反应时间视膏体品牌及金属氧化膜厚度而定)。待反应完全后,用抹布或丝刷擦除,清水冲净即可
。
以上就是昌盛源金属材料有限公司整理的不锈钢板焊接技术要求,工艺技术水平的高低决定了不锈钢板产品品质,华祥认为,不锈钢板生产制造企业想要立足市场,
就必须在技术工艺创新上下功夫,不断产品质量和性能,从而增强企业的核心竞
争力。
不锈钢花纹板价格满意_昌盛源金属制品有限公司,固定电话:18115753337,移动电话:18115753337,联系人:邹经理,QQ:1825577831,东方钢材城 发货到 湖南省永州市。












