

以下是:煤电案例的产品参数
产地 北京 材质 SAM、DM 、45CT 、SOR、JP-99 、PS45 品牌 `赛亿科技、佳倍德、廊桥 在河北省张家口市采买煤电案例到神腾防腐工程有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:吕经理-13963542828,QQ:405193138,地址:《开发区发货到河北省 张家口市 宣化区、下花园区、张北县、康保县、沽源县、尚义县、蔚县、阳原县、怀安县、万全区、怀来县、涿鹿县、赤城县、崇礼区》。 河北省,张家口市 民国十七年(1928年),设察哈尔省,张家口为省会。张家口市是“张库大道”起源地,原察哈尔省省会,世界奥林匹克城市联盟成员,2022年冬奥会举办地之一,被誉为东方"达沃斯"。张家口是京津冀(环渤海)经济圈和冀晋蒙(外长城)经济圈的交汇点。宣统元年(1909年),中国人自行设计建造的条铁路——京张铁路在这里诞生。2015年7月31日,获得2022年冬奥会举办权,同年成立可再生能源示范区。,曾入选“2020年中国避暑名城榜”。张家口市崇礼区已建成云顶、太舞、万龙等七大滑雪场,成为中国滑雪运动聚集区,2020年成立崇礼冰雪旅游度假区,2021年国际奥委会命名“张家口崇礼奥林匹克公园”,同年成立京张体育文化旅游带。
【全新视界!】煤电案例产品视频,带你领略产品新风尚!
以下是:煤电案例的图文介绍
喷涂技术的特点及常用方法?
通过火焰、电弧或等离子体等热源,锅炉喷涂技术将某种线材或粉末状的材料加热至熔化或半熔化状态,并加速形成高速熔滴,喷向基体,在其上形成覆盖层。这种覆盖层称为喷涂层。
与其他表面涂层技术相比,热喷涂技术具有以下特点:
(1)方法多样。热喷涂方法多达十几种,为制备涂层提供了多种手段
(2)涂层基体材料不受限制。热喷涂可以在几乎所有固体表面制备涂层,如金属材料、无机材料(玻璃、陶瓷)和有机材料(木材、布、纸)等。
(3)喷涂材料的种类选择范围广泛。几乎所有的金属、合金、陶瓷、塑料等都可以作为喷涂材料。
(4)被喷涂物体的尺寸、大小和形状不受限制。既可对大型设备进行大面积喷涂,也可对工件的局部进行喷涂。既可喷涂零件,又可对制成后的结构进行喷涂。
(5)可赋予普通材料以特殊的表面性能。可使材料满足耐磨、耐蚀、抗高温氧化、隔热、密封等特殊性能要求,达到节约贵重材料,提高产品质量,满足多种工程和尖端技 术的需要。
(6)涂层厚度较易控制。薄者可为几十微米,厚者可为几毫米。
(7)成本低。经济效益显著。
由此可见,热喷涂技术具有工艺灵活、适用性强、易于推广、经济及其他工艺所不能替代的特点,在表面工程中占据着重要地位。
目前,在生产实践中应用比较广泛的方法主要有火焰喷涂(包括线材火焰喷涂、粉末火焰喷涂、爆炸喷涂、超音速火焰喷涂)、等离子喷涂和电弧喷涂。
河北张家口神腾防腐工程有限公司现有初中高级专业技术人员123人,经济实力雄厚,技术力量强大,主要生产 锅炉喷涂, 锅炉喷涂产品畅销全国二十多个省、市、自治区,并出口东南亚。企业已通过ISO9001质量管理体系认证。本厂以诚信为本,以良好的 锅炉喷涂产品质量和完善的售后服务,赢得了广大用户的赞誉。
热喷涂方式?
现在在很多的厂子中常有应用,不锈钢钝化喷涂多采用热喷涂方式 ,已经变成各大工厂应该把握的技术性了,在实际上工作中,这种方式 对原材料表层的维护和加强是十分明显的,巨大地增加了原材料的耐磨性能,耐髙压性和抗腐蚀。
锅炉热喷涂技术是一种原材料表层维护和加强的新技术应用,它是以气体、固体燃料以及电弧、等离子弧作热原,将金属、合金、瓷器、金属陶瓷、塑料等粉末状或丝材、棒材加热到熔化或半熔化情况,凭借火焰推力或空气压缩喷射而粘附到预先历经表层处理的钢件表层产生涂层,授予钢件以耐磨、抗腐蚀、抗高溫、耐氧化、隔热保温、绝缘层等特性,以做到提高钢件特性、增加设备使用期的一种技术性。
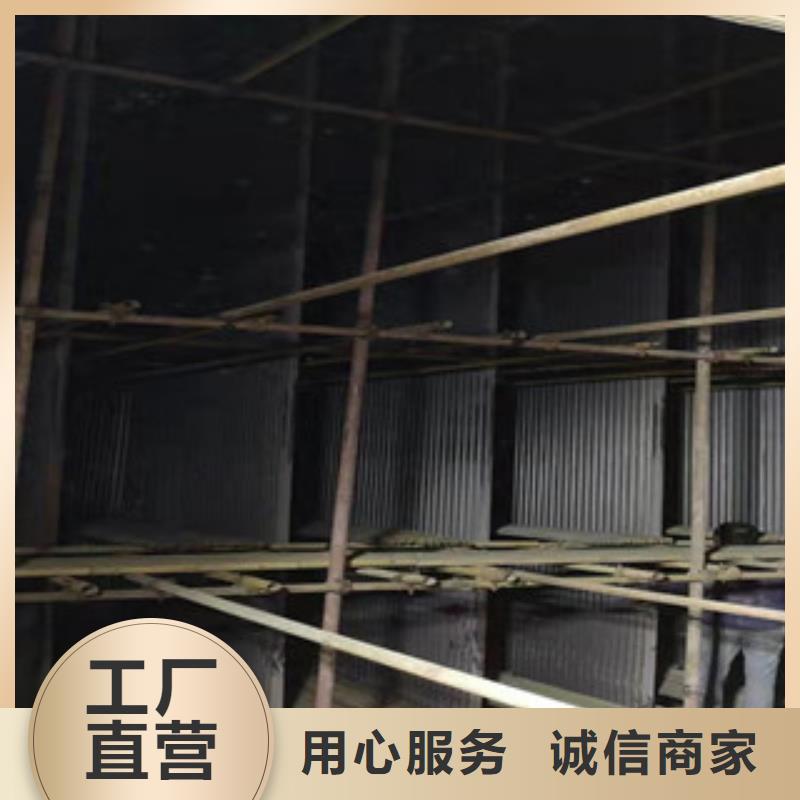
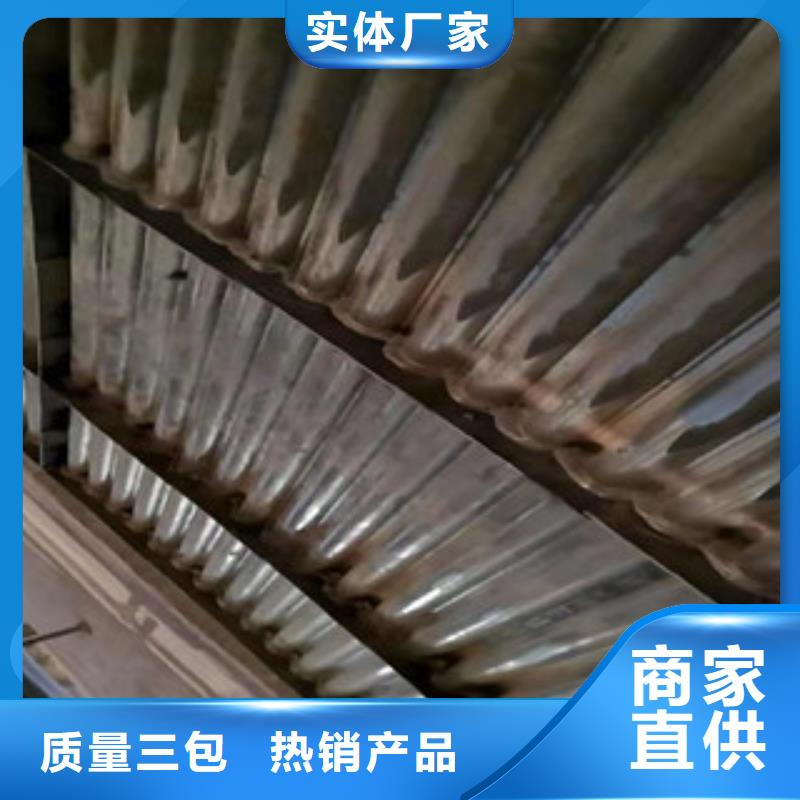
电厂循环流化床锅炉喷涂防磨层工艺流程 喷涂工艺如下:
1 、 喷砂打磨 喷涂前的基体表面必须清洁、 无油污、 且须达到清洁和毛化要求。 喷砂打磨的目的是使锅炉 ” 四管 ” 表面呈灰白色的金属外观和均匀粗化。 A 、净化处理要求 使表面清洁度达到 GB8923 — 88 《涂装前钢材表面锈蚀等级和除锈等级》规定的 Sa3 级,且干燥、无灰尘、无油污、无氧化皮、无锈迹。喷砂处理结束后再进行管壁表面的检查,如有缺陷及 时修补。 B 、粗化处理要求 使其表面粗糙度达到 GP11373 — 89 《热喷涂金属表面预处理通则》规定的 RZ60 — 80μ m 。喷砂磨粒选用清洁干燥有锐棱角的,抗碎能力强。磨料粒度: 1.2 — 2.0mm 。可以达到对表 面进行仔细的清理及有效的表面毛化,提高喷涂结合强度的目的。 2 、防腐蚀喷涂 使用超音速电弧喷 涂技术对锅炉 “ 四管 ” 进行喷涂,喷涂材料为镍铬钼合金及 L× 88A 合金,设计喷涂厚度 0.8~1.0mm 。喷涂表 面达到均匀、致密。 A 、喷涂底层〈自粘结涂层〉为了进一步提高涂层与基体的界面结合强度,又为后续 涂层提供一个较为粗糙的喷涂表面,选用热喷涂专用打底材料,采用高速电弧喷涂工艺粘结涂层厚度控制 在 0.03mm 左右。 B 、喷涂工作层喷涂完粘结底层后必须在一小时内喷涂工作层,工作层要求深层致密 . 颗 粒细小应尽量避免合金元素烧损,在保证正常喷涂的情况下,电弧电压,电弧电流则越低越好。 喷砂 后的锅炉 “ 四管 ” ,应尽快进行喷涂,其间隔时间越短越好,在晴天或不潮湿的天气,间隔时间不可超过 12 小时,在雨天、潮湿或含盐雾气氛下,间隔时间不超过 2 小时。喷涂必须在如下条件下实施:环境大气高 于 5 ℃或基体金属的温度至少比大气露点高 3 ℃,在雨天、潮湿或含雾的气氛中,喷涂操作必须在室内或 工棚棚中进行。 3 、 喷涂层的封孔处理 对于防腐喷涂,必须加封孔剂,以避免腐蚀物质通过涂层的孔隙往里面渗入,直接腐蚀母材,或间接减少 防腐涂层的有效厚度。 采用 810 耐高温专用封孔剂进行封孔处理, 喷涂后采用喷涂方法覆盖在涂层上面。 4. 、 现场检测 喷涂完成后,应进行外观检查,涂层表面致密、均匀、颗粒细小,不允许有起皮、鼓泡、大溶滴、裂纹、 掉块及其他影响涂层使用的缺陷。使用日本原装进口的磁性涂层测厚仪进行现场实测,厚度达到要求,可 以保证工程质量
山东神腾防腐工程有限公司
今年在河北省张家口市购买煤电案例有了新选择,神腾防腐工程有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的煤电案例产品。如需购买或咨询,请随时联系我们,联系人:吕经理-13963542828,QQ:405193138,地址:开发区。














