

以下是:圆管厂家技术领先的产品参数圆管厂家技术领先,万泽锦达机械制造有限公司为您提供圆管厂家技术领先产品案例,联系人:李金友万泽锦达,电话:13835146197、13835146197,QQ:394893978,发货地:小店区208国道东蒲村东蒲路1号发货到河北省 石家庄市 长安区、桥东区、桥西区、井陉矿区、裕华区、井陉县、正定县、栾城县、行唐县、灵寿县、高邑县、深泽县、赞皇县、无极县、平山县、元氏县、赵县、辛集市、藁城区、晋州市、新乐市、鹿泉区。 河北省,石家庄市 石家庄市地处河北省中南部、环渤海湾经济区,首都北京市西南方向,介于北纬37°27′~38°47′、东经113°30′~115°20′之间,跨华北平原和太行山地两大地貌。是中部战区陆军驻地,国务院批准实行沿海开放政策和金融对外开放城市,是全国重要的商品集散地和北方重要的大商埠、全国性商贸会展中心城市之一、中国国际数字经济博览会举办地、中国(河北)自由贸易试验区组成部分。
30秒一段产品介绍视频,带你了解圆管厂家技术领先产品的功能、特点和使用方法。以下是:圆管厂家技术领先的图文介绍
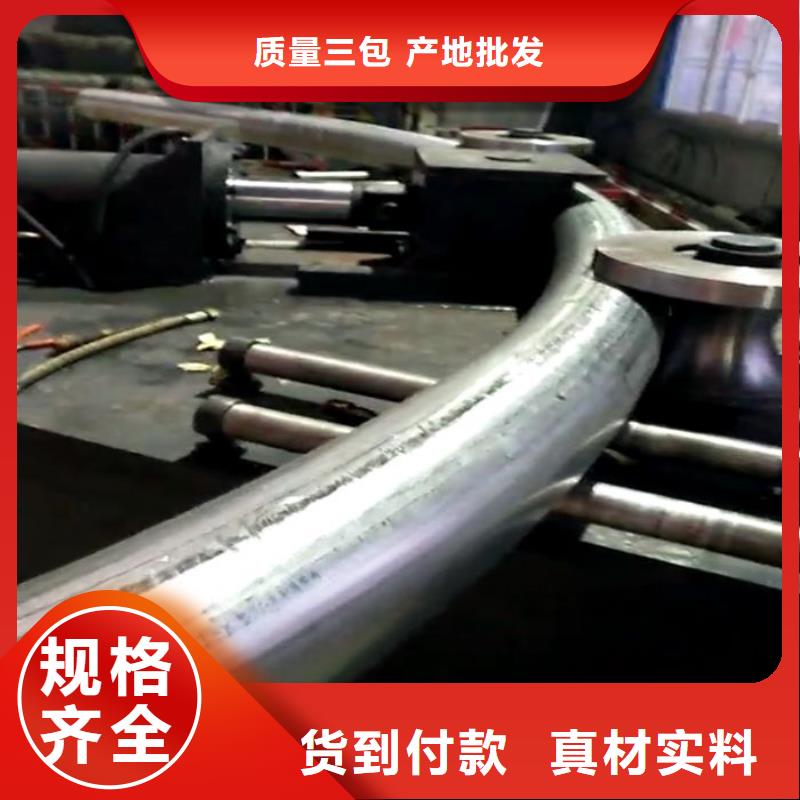
圆管厂家技术领先
大型圆管弯管机产品讲解
随着技术的不断发展,弯管机的形式日趋多样化,弯管性能也在大幅度地提高。微型计算机、单片机、可编程控制器、交流伺服系统以及新型液压元器件和液压技术的应用,使弯管机的功能更趋完善。而数控弯管机将是现代弯管生产的主要设备。
大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
主要应用区域:
公路隧道、铁路隧道、地铁隧道、水利水电引水涵洞、天然气管道、通信管道、地下通道等
可弯型钢有:工字钢 H型钢,槽钢,V型钢,U型钢等,特殊型钢可定做。
圆管弯弧机操作流程
1.操作弯弧机前,先检查设备各部位及电气开关、液压系统、控制系统是否完好,并开空机试验。
2.弯弧机须人员操作,多人操作时需要互相配合,操作时思想要集中。
3.根据加工件工艺要求,认真控制加工程序。
4.圆管进入滚轮后注意人体压伤、割伤发生。严防手或衣物被绞入辊子内,禁止人站在工件上。
5.圆管落位后及机床开动过程中,进出料方向严禁站人。
6.调整弯曲弧度、焊接、切割圆管时,须停机。
7.使用行车配合弯管工作时,应有指挥人员,夹具选择要适当;应配合行车工、挂勾工,吊装时严格遵守起重工操作规程;弯管机运转时,行机不准改变吊物受力状况。
8.取出已弯成的圆管时,须停机并采取防止圆管坠落的措施。弯成的圆管成品应摆放整齐并垫放平稳,防止滚动伤人。
河北石家庄万泽锦达机械制造有限公司坐落于小店区208国道东蒲村东蒲路1号,交通发达,物流便捷。主营产品: 圆管弯弧机。公司秉承“诚信、优质、共赢”的经营理念,坚持用户至上、服务周全原则,用心解除客户所忧;以科技服务和优质产品服务客户;始终坚持以“想顾客之所想,急顾客之所急”的经营理念,不断前行;公司坚持技术的力量、不断创新、不断超越,与客户共成长。
在河北省石家庄市采购圆管厂家技术领先请认准万泽锦达机械制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李金友万泽锦达-13835146197,QQ:394893978,地址:小店区208国道东蒲村东蒲路1号)。









