

以下是:大口颈碳钢弯头专业生产厂家的产品参数
产品参数 产品价格 11 发货期限 包邮 供货总量 99999 运费说明 1 品牌 河北博创 产地 河北 材质 碳钢 大口颈碳钢弯头专业生产厂家,博创管道装备有限公司为您提供大口颈碳钢弯头专业生产厂家产品案例,联系人:蒋彦博,电话:0317-6199111、13303177556,QQ:710809341,发货地:五里窑工业区发货到云南省 丽江市 古城区、永胜县、华坪县。 云南省,丽江市 丽江市,云南省辖地级市,位于青藏高原东南缘,滇西北高原,金沙江中游,是国际知名旅游城市、历史文化名城、古代“南方丝绸之路”和“茶马古道”的重要通道。市区中心位于东经100°25',北纬26°86',总面积2.06万平方千米,东接四川凉山彝族自治州和攀枝花市,南连大理白族自治州剑川、鹤庆、宾川三县及楚雄彝族自治州大姚、永仁两县,西、北分别与怒江傈僳族自治州兰坪县及迪庆藏族自治州维西县毗邻。下辖1个市辖区,4个县。截至2022年末, 丽江市常住人口123.8万人。
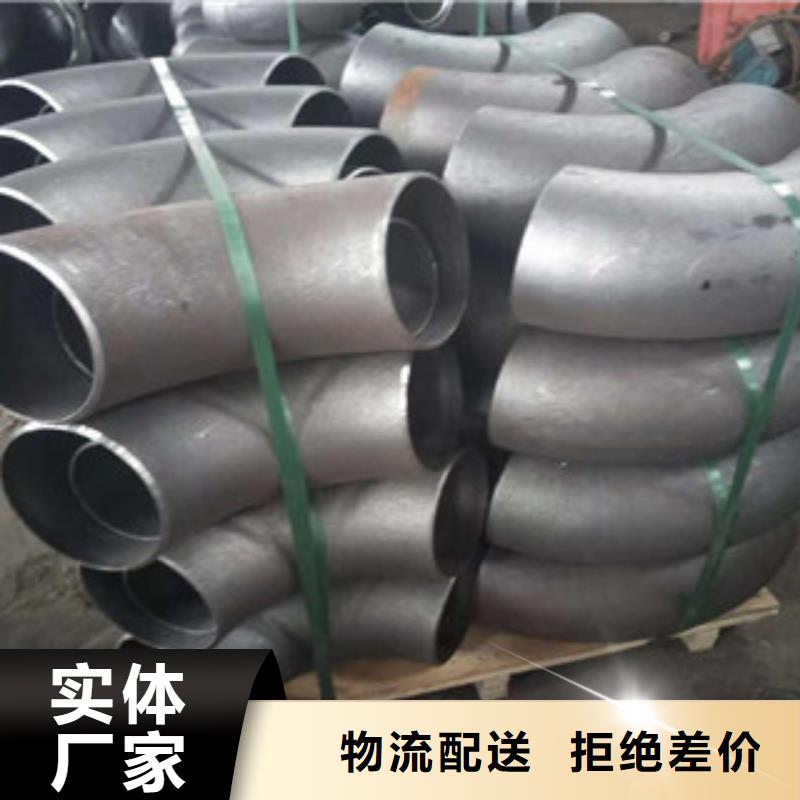
我们的现场实拍视频将带您走进大口颈碳钢弯头专业生产厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
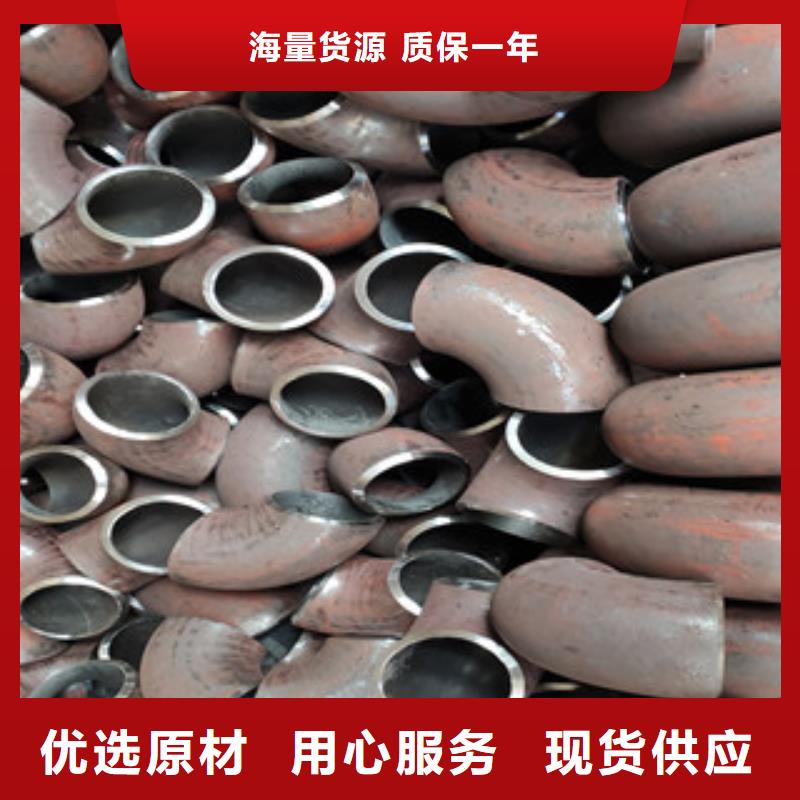
以下是:大口颈碳钢弯头专业生产厂家的图文介绍
冲压弯头制作注意事项使用时焊条应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
为改善冲压弯头耐蚀性稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。制造厂应编制焊接工艺规程用以指导焊接工作,并应按相应规范要求进行焊接工艺评定,以验证焊接工艺规程的正确性和评定焊工的施焊能力。
云南丽江博创管道装备有限公司已荣获 “高新技术企业”、“工业企业质量标杆”、“云南丽江质量奖”、“云南丽江产品”、云南丽江“守合同重信用企业”,公司在消化、吸收国内外起重机先进的 焊接异径管设计理念和制造技术的基础上,全力对 焊接异径管进行改型设计,与国际同类产品接轨,占领市场制高点。
影响冲压弯头几何形状的工艺参数有:推制用坯料的材质、壁厚和外径、芯棒头的材质及形状、加热温度及其分布以及推进速度。不同的因素对冲压弯头的具有不同的影响,在使用中需要按照相应的方式和方法使用,保证冲压弯头在使用中的具体使用价值和作用。
冲压弯头使用范围广泛:主要有:供水管道、水蒸气管道、煤气管道、输油管道的连接,石油、化工、冶金、电力等行业的管道装置、安装、配套等服务。
冲压弯头加热温度的确定原则是材质奥氏体化温度以上,且推制时弯头内壁主压应力小于材料在此温度下的极限。材质奥氏体化温度越高加热温度越高; 材质高温屈服极限越高加热温度越高。测温方式为固定式远红外测温仪和手动式远红外测温仪相结合,由感应圈形状及感应圈与芯棒头相对位置直接控制。感应圈形状是主要因素,感应圈与芯棒头相对位置是次要因素。加热温度高冲压弯头壁厚增大推进速度对推制弯头几何形状的影响推进速度作为一个重要的工艺参数,由液压系统流量调节直接控制弯头外壁伸长率小于材料在此温度下的大伸长率。
技术要求:1 由于管件大多数用于焊接,为了提高焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定。表面质量和机械性能基本和管子是一样的。为了焊接方便,管件与被连接的管子的钢种是相同的。
2 就是所有的管件都要经过表面处理,把内外表面的氧化铁皮通过喷丸处理喷掉,再涂上防腐漆。这是为了出口需要,再者,在国内也是为了方便运输防止锈蚀氧化,都要做这方面的工作。
3 就是对包装的要求对于小管件,如出口,就需要做木箱,大约1立方米,规定这种箱子中的弯头数量大约不能超过一吨,该标准允许套装,即大套小,但总重量一般不可超过1 吨。对于大件y就要单个包装,像24″的就必须单个包装。另外就是包装标记,标记是要注明尺寸、钢号、批号、厂家商标等。
弯头是改变管路方向的管件。弯头的分类方法有很多种。按照生产工艺可分为:冲压弯头、铸造弯头、高压弯头等。高压弯头的主要应用于高压管道转弯处。在使用高压弯头时,我们需要注意以下几点:1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时,防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
2、为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。3、高压弯头焊后硬化性较大,容易产生裂纹。若采用同类型的高压弯头焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。
若焊件不能进行焊后热处理,则应选用高压弯头焊条。4、为改善耐蚀性能及焊接性而适当增加适量性元素Ti、Nb、Mo等,焊接性较高压弯头好一些。采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。
若焊件不能进行热处理,则应选用铬镍不锈钢焊条。5、高压弯头具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。通常用于电站、化工、石油等设备材料。高压弯头焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
弯头作工艺要求控制曲率半径。比如半径长度为1.5D,那么曲率半径必须在所要求的公差范围之内。由于这些管件大多数用于焊接,为了焊接质量,端部都车成坡口,留一定的角度,带一定的边,这一项要求也比较严,边多厚,角度为多少和偏差范围都有规定,几何尺寸上比管件多了很多项。
热推弯头成形工艺具有外形漂亮、壁厚均匀和接连作业,适于大批量出产的特色,因此成为碳钢、合金钢弯头的首要成形办法,并也应用在某些标准的不锈钢弯头的成形中。法兰用途:广泛应用于水利,电力,电站,管道配件,工业,压力容器等。
管件内径由定径机钻头的外径长度来确定。由于采用了耐酸和耐碱的人工合成原料,不会和矿渣发生反应,同时由于这种材料多为高温合成原料,晶体发育好,结构完整,环境温度不会对它造成大的影响,属环境惰性材料,因而对环境性差。
大口颈碳钢弯头专业生产厂家_博创管道装备有限公司,固定电话:13303177556,移动电话:0317-6199111,联系人:蒋彦博,QQ:710809341,五里窑工业区 发货到 云南省丽江市。



















