

以下是:输送机-输送机售后保障的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 衡泰重工 产地 泊头 类型 输送机 输送机-输送机售后保障_衡泰重工机械制造有限公司,固定电话:13784717840,移动电话:15127722840,联系人:于经理,QQ:3100195594,西环路发货到安徽省 安庆市 迎江区、大观区、宜秀区、怀宁县、枞阳县、潜山市、太湖县、宿松县、望江县、岳西县、桐城市 发货到 安徽省安庆市。 安徽省,安庆市 安庆市历史悠久,南宋绍兴十七年(1147年),改舒州德庆军为舒州安庆军,“安庆”自此得名。安庆城始建于南宋嘉定十年(1217年)。安庆市是长江三角洲中心区城市和联动长三角与中部地区的区域重点城市。安庆市是历史文化名城,素有“文化之邦”“戏剧之乡”“禅宗圣地”的美誉,是皖江文化的发源地和中心区,“桐城派”的故里,黄梅戏发展成熟的地方,京剧鼻祖徽班成长的摇篮,也是陈独秀、邓稼先、张恨水等名人的故乡,也是中国较早接受近代文明的城市,清咸丰十一年(1861)曾国藩创办的安庆内军械所,制造了中国台蒸汽机和艘机动船。
不要犹豫,花一分钟时间观看我们的输送机-输送机售后保障产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。以下是:输送机-输送机售后保障的图文介绍
展望未来,安徽安庆衡泰重工机械制造有限公司将本着“以诚信为根本、以客户为中心”的现代营销理念,不断 输送机械产品质量,不断完善服务体系,源源不断地为广大消费者创造高品质、次、高价值的 输送机械精品!
脉冲穿孔:(Pulse drilling)采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。
一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。
焊接方法
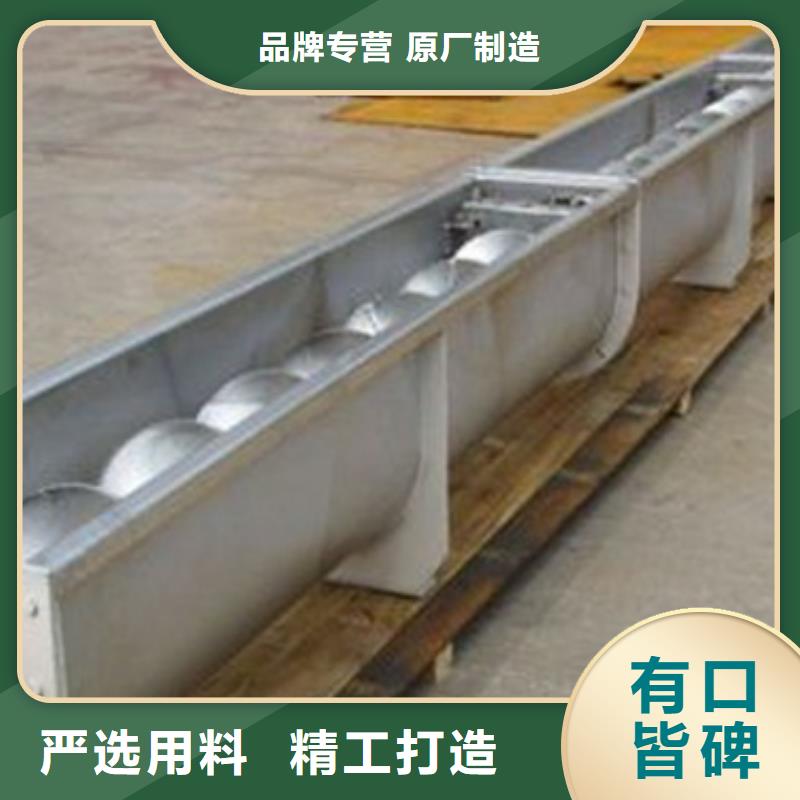
输送机支架焊条电弧焊的焊接方法
引弧
划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。
在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:
检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
衡泰重工机械制造有限公司
在安徽省安庆市采买输送机-输送机售后保障到衡泰重工机械制造有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:于经理-13784717840,QQ:3100195594,地址:《西环路》。








