以下是:焊管【多图】的产品参数在甘肃省临夏市采购焊管【多图】请认准浩铭物资有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-15506514555,QQ:1596317189,地址:开发区大东钢管城发货到甘肃省 临夏市 康乐县、永靖县、广河县、和政县)。 甘肃省,临夏回族自治州 临夏地处中国西部地区,甘肃省中部西南面,黄河上游,是古丝绸之路南道要冲、唐蕃古道重镇、茶马互市中心,是文成公主进藏的途经之地,素有“西部旱码头”、“东有温州、西有河州”的美誉。临夏紧靠兰州、毗邻藏区,是内地连接藏区的重要经济通道,2019年在西藏、青海、四川等藏区经商务工的临夏籍人员达30多万人,成为藏区与内地贸易的主要承担者,发挥着不可替代的作用。
我们的焊管【多图】视频现已上线,解锁产品新视界,视频带你一探究竟!以下是:焊管【多图】的图文介绍
焊接接头表面不允许有裂纹、未熔合、气孔、夹渣、飞溅存在。设计温度低于-29度的管道、不锈钢和淬硬倾向较大的合金钢管道焊缝表面,不得有咬边现象。其他材质管道焊缝咬边深度应大于0.5mm,连续咬边长度应不大于100mm,且焊缝两侧咬边总长不大于该焊缝全长的10%。
焊缝表面不得低于管道表面。焊缝余高 ,且不大于3mm,(为焊接接头组对后坡口的大宽度)。焊接接头错边应不大于壁厚的10%,且不大于2mm。
表面无损检测:直缝钢管的表面无损检测方法选用原则:对铁磁性材料钢管,应选用磁粉检测;对非铁磁性材料钢管,应选用渗透检测。对有延迟裂纹倾向的焊接接头,其表面无损检验应在焊接冷却一定时间后进行;对有再热裂纹倾向的焊接接头,其表面无损检验应在焊后及热处理后各进行一次。
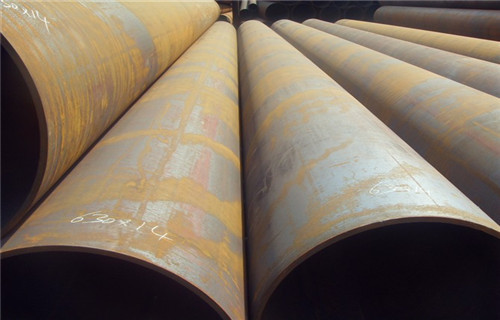
高频直缝不锈钢焊管机组焊接的两种方式:接触焊和感应焊。接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到大利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。
但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。
感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。
采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。
空调在安装的时候,新冷媒空调都是使用专用的R410A空调铜管来连接空调外机和内机的,而空调连接管R410A铜管的焊接直接是影响制冷效果的因素,正确的操作步骤很重要。为了提高高频焊管的使用寿命,国外已在大力发展焊管内外表面的金属镀层和非金属涂层技术。钢管表面覆层的经济效果是显而易见的。
高级焊管的质量在很大程度上依赖于无损探伤技术的发展而得到保证。采用无损探伤,一方面可以检查出管子的缺陷,保证焊管使用的可靠性;另一方面还可以通过检测结果的信息反馈系统,对焊管生产过程进行质量控制。因此,发展无损探伤是提高焊管质量 为了实现上述目标,各国都非常重视焊管生产新工艺和新技术的试验研究。
如美国近研究成功一种方波焊接新技术,用以生产直径7-76毫米焊管。由于方波焊接没有电流峰值的影响,因而边缘加热均匀,焊缝质量好。生产薄壁和特薄壁焊管的排辊成型技术, 现已为许多采用。
为保证客户提货方便及时,常年备有 镀锌管现货。在广大客户和同仁的大力支持下,我公司业务辐射到全国各行业。甘肃临夏浩铭物资有限公司的经营理念是:诚信为立业之本 公司的服务宗旨:为客户创造价值!热忱欢迎广大新老客户联洽合作事宜,共同谋求发展!
今年在甘肃省临夏市购买焊管【多图】有了新选择,浩铭物资有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的焊管【多图】产品。如需购买或咨询,请随时联系我们,联系人:李经理-15506514555,QQ:1596317189,地址:开发区大东钢管城。