

以下是:大口径翅片管的基管材质检验的产品参数
名称 翅片管 规格 齐全 材质 20# 304 q235b 产地 聊城 仓库地址 浩泽库 计重方式 米计 可定制 是 品牌 浩泽 用途 换热系统 应用场所 锅炉 电站 大口径翅片管的基管材质检验,浩泽物资有限公司专业从事大口径翅片管的基管材质检验,联系人:周经理,电话:0635-8876891、13563000517,QQ:951556567,发货地:大东钢管产业园发货到浙江省 台州市 椒江区、黄岩区、路桥区、玉环市、三门县、天台县、仙居县、温岭市、临海市,以下是大口径翅片管的基管材质检验的详细页面。 浙江省,台州市 台州市历史悠久,5000年前就有先民在此生息繁衍。武德五年(622年),置台州,以境内有天台山而得名,台州之名自此始。1949年10月,第六专区改称台州专区;1978年10月,改称台州地区;1994年8月,撤销台州地区,设立地级台州市。台州市素以佛宗道源享誉海内外,是佛教天台宗和道教南宗的发祥地。
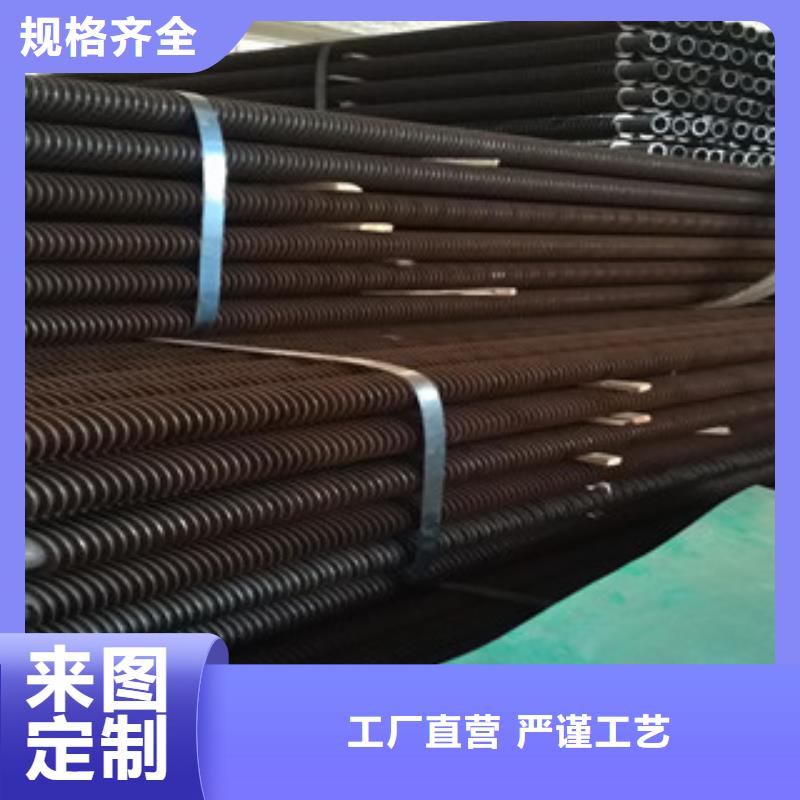
我们的大口径翅片管的基管材质检验视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。以下是:大口径翅片管的基管材质检验的图文介绍浙江台州浩泽物资有限公司长期从事 翅片管等产品的销售工作。公司始终坚持以人为本,诚信立业的经营原则,荟萃业界精英,管理方法及企业经验与国内市场发展具体实际相结合,为企业提供的设计方案,使企业在激烈的市场竞争中始终保持竞争力,实现企业快速稳定的发展。公司人才结构合理,为了开发出真正适合企业需求的产品,紧密跟踪国内前沿行业方面的技术和行业发展特点,不断优化产品,令用户得到优质的服务和良好的投资回报。我们信奉“诚信为本、用户至上”的宗旨。以市场的需求为导向、以客户的需求为标准、以先进的技术为依托、以科学的管理为基础,竭诚为用户提供各种产品加工和技术服务。您的需要就是我们的目标,竭诚欢迎新老用户咨询、洽谈、合作,共谋发展。
翅片管生产技术现状A套装翅片套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。
用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压人的。这种方法因为翅片的压人力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压人是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。
B镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。
C钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。
D高频焊螺旋翅片高频高频焊螺旋翅片管是目前应用为广泛的螺旋翅片管之一,现广泛应用于电力、冶金、水泥行业的预热回收以及石油化工等行业.高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。
E三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理如图1.8所示,在光管内衬一芯棒,经轧辊刀片的旋转带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。
目前三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管目前市场上多见为低翅片管,整体型高翅片管其材质多为铝、铜等,一般是冷轧成型。 鉴于现在市场上高频焊翅片管、有色金属整体轧制翅片管较容易找到,而整体轧制翅片管(钢)较少翅片管的应用场合。
翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。
基本内容

翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。
分类1,按翅片结构特点划分
根据翅形的形状和构造,翅片管可分为以下种类:方翅管(Square finned tube)、螺旋翅片管(spiral finned tube) 、纵向翅片管(Longitudinal Finned Tube)等、螺旋锯齿状翅片管(Helical Serrated Finned Tubes)、内翅片管(inner finned tube) ,
2,根据翅片管的翅片材质是否与管体材质相同可分为单金属翅片管和双金属复合翅片管。
3, 按翅片管的不同加工工艺,翅片管可分为: 轧制成型翅片管(extruded fin tube)、焊接成型翅片管、 滚压成型翅片管、 套装成型翅片管。
主要性能要求翅片管作为换热元件,长期工作于高温烟气的工况下,比如锅炉换热器用翅片管使用环境恶劣,高温高压且处于腐蚀性气氛,这要求翅片管应具有很高的性能指标。
1) 防腐性能(Anti-corrosion)
2) 耐磨性能(Anti-wear)
3) 低的接触热阻(lower contact resistance)
4) 高的稳定性(Higher Stability)
5) 防积灰能力
由于霉菌生长周期长,故实验采用人工加速霉变的方法使翅片管换热器表面生长霉菌。根据标准GB/ T 2423.162-1999,选用且空调中普遍生长的黑曲菌标准菌株(A TCC 16888,第4-5代) 进行人工加速培养。研究选用4个附带亲水层的人字波纹翅片管换热器,其结构采用紫铜管外嵌整体式铝合金翅片,如图1 所示。图中,s、b、l1 、l2 和θ分别为翅片间距、翅片厚度、翅片投影长度、翅片高度和波纹角。其中3个换热器进行翅片表面霉变处理,处理后霉菌面积分别约占换热器空气侧表面积的10 %、30 %和60 %,经过霉变处理后的照片如图1所示。
1)、轧制成型翅片管(extruded fin tube);
2)、焊接成型翅片管(高频焊翅片管、埋弧焊翅片管);
3)、滚压成型翅片管;
4)、套装成型翅片管;
5)、铸造翅片管;
6)、张力缠绕翅片管;
7)、镶片管。
换热器类型及工作性能
换热器按照其工作原理可分为间壁式、混合式和蓄热式三类。
间壁式换热器,热流体和冷流体间有一固体壁面,两种流体被固体壁面隔开,彼此不接触,热量的传递必须通过壁面。
混合式换热器依靠冷、热流体的直接接触而进行换热,换热后理论上应变成同温同压的混合介质流出。
蓄热式换热器则依靠固体填充物组成的蓄热体传递热量,冷热流体依次交替的流过由蓄热体组成的流道。当热流体流过时,把热量储存于蓄热体中,其温度逐渐升高,而当冷流体流过时,蓄热体因放出热量温度逐渐降低,如此反复进行。
在浙江省台州市采购大口径翅片管的基管材质检验请认准浩泽物资有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:周经理-13563000517,QQ:951556567,地址:大东钢管产业园)。

















