

以下是:电厂锅炉喷涂喷涂技术合作要求的产品参数
山东锅炉热喷涂 山东 电厂锅炉喷涂喷涂技术合作要求,宏合集团为您提供电厂锅炉喷涂喷涂技术合作要求,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,请联系宏合集团,发货地:开发区发货到安徽省 阜阳市 颍州区、颍东区、颍泉区、临泉县、太和县、阜南县、颍上县、界首市。 安徽省,阜阳市 “阜阳”二字来自于东汉时期境内的阜阳侯国,已有1900多年历史。阜阳拥有长三角和中原城市群“双桥头堡”的区位优势,战略交汇叠加,被确定为长三角一体化和中部地区高质量发展区域重点城市、淮河生态经济带和中原城市群区域性中心城市。2023年,被评为三线城市,阜阳的代表文化是淮河文化,是甘罗、管仲、鲍叔牙、吕蒙、刘福通的故里,晏殊、欧阳修、苏轼曾在此为官。颍州西湖历史上曾与杭州西湖齐名,颍上县八里河风景区为5A级风景区、阜阳生态园和迪沟生态旅游风景区均为4A级风景区。阜阳剪纸、颍上花鼓灯、界首彩陶、阜南柳编等列入非物质文化遗产名录,阜南县出土的商代青铜器龙虎尊被列为中国十大国宝青铜器之一。
想要知道电厂锅炉喷涂喷涂技术合作要求产品如何?看视频就知道!看视频,选产品更明智!
以下是:电厂锅炉喷涂喷涂技术合作要求的图文介绍
空压机压缩空气为动力,以形成尚速喷射束将喷料高速喷射到被需处理的工件表面,使工件表面的外表面的机械性能发生变化的一种机器。由上面的自动喷砂机的定义我们知道,空压设备对于喷砂机有多么重要。自动喷砂机空压设备有一个比较常见的故障就是岀现裂纹,裂纹对空压设备的影响可以说是致命的,自动喷砂机空压设备产生裂纹常见的原因有:(1)冷却水在机体缸头中,在冬季停机后没有及时放水而冻结;(2)由于铸件铸造时产生的内应力,在使用中振动后逐渐扩大明显;(3)由于机械事故而引起的,如活塞破裂,连杄螺钉折断,造成连杄折断脫落,或曲轴上的平衡铁飞出打坏机体或气伐中零件脫落顶坏缸头等。目前常用的检测空压设备裂纹的方法是什么呢?就是用提高冷却水压的方法。在设备条件较好的工厂,水压检查是在水压器上进行的,自动喷砂机翰送式在设备条件较差的单位,有的用普通水压水泵改制成简易设备。检查时,将机体或缸头的水管接头堵住,只把其中一个水管接头用橡皮管与水泵出水口连接起来,机体上的平面应选用尺寸相当的专用盖板,使冷却水不能外溢,然后打开开关,压动水泵,使水进入冷却水套,待开关出水后,再把开关关闭,继续压动水泵,使压力表指针到3-4个大气压时即停止供水,这时,可仔细看机体、缸头的上、下、内、外有无漏水或渗水的部位。
GB/T 9793-1997 金属和其他无机覆盖层热喷涂锌、铝及其合金 1998-02-01实施,代替GB/T 9793-1988,GB/T 9794-1988,GB/T 9795-1988,GB/T 9796-1988GB 11375-1999 金属和其他无机覆盖层热喷涂操作 2000-03-01实施,代替GB 11375-1989GB/T 8642-2002 热喷涂抗拉结合强度的测定 2003-04-01实施,代替GB/T 8642-1988GB/T 12607-2003 热喷涂涂层命名方法 已转化为行业标准:JB/T 10580-2006GB/T 12608-2003 热喷涂火焰和电弧喷涂用线材、棒材和芯材分类和供货技术条件 2004-05-11实施,代替GB/T 12608-1990GB/T 18681-2002 热喷涂低压等离子喷涂镍-钴-铬-铝-钇-钽合金涂层 2002-08-01实施GB/T 16744-2002 热喷涂自熔合金喷涂与重熔 2002-12-01实施,代替GB/T 16744-1997GB/T 18719-2002 热喷涂术语、分类 2002-12-01实施GB/T 19352.1-2003 热喷涂热喷涂结构的质量要求第1部分:选择和使用指南 2004-05-01实施GB/T 19352.2-2003 热喷涂热喷涂结构的质量要求第2部分:的质量要求 2004-05-01实施GB/T 19352.3-2003 热喷涂热喷涂结构的质量要求第3部分:标准的质量要求 2004-05-01实施GB/T 19352.4-2003 热喷涂热喷涂结构的质量要求第4部分:基本的质量要求 2004-05-01实施GB/T 19356-2003 热喷涂粉末成分和供货技术条件 2004-05-01实施GB/T 19823-2005 热喷涂工程零件热喷涂涂层的应用步骤 2005-12-01实施GB/T 19824-2005 热喷涂热喷涂操作人员考核要求 2005-12-01实施GB/T 20019-2005 热喷涂热喷涂设备的验收检查 2006-04-01实施GB/T 8640-1988 金属热喷涂层表面洛氏硬度试验方法 已转化为行业标准:YS/T 541-2006GB/T 8641-1988 热喷涂层抗拉强度的测定 已转化为行业标准:YS/T 542-2006GB/T 11373-1989 热喷涂金属件表面预处理通则 1990-01-01实施GB/T 11374-1989 热喷涂涂层厚度的无损测量方法 1990-01-01实施GB/T 13222-1991 金属热喷涂层剪切强度的测定 已转化为行业标准:YS/T 550-2006
我公司常年生产销售:(安徽阜阳) 本地 无缝钢管。以质量求生存,以信誉求发展,愿新老客户前来洽谈合作。
公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。
通过三维图形对锅炉结构进行虚拟勾画,可以、直观地了解锅炉的构造信息、检查信息等资料,有利于提高管理人员的操作效率,迅速、地获取锅炉各种信息,及时、有效地调锅炉检查以及维修工艺。系统具有智能的数据分析功能,通过采集锅炉运行数据和检修数据,结合业内锅炉“四管”寿命分析的相关理论,对锅炉设备状况进行评估,并对存在隐患的设备进行预警,指导防磨防爆工作人员有重点的检查锅炉设备,真正做到事前、事中管控、事后分析,为锅炉状态检修提供科学指导,减少锅炉爆管和非计划停机次数,降低检修成本,进而实现提高企业利润的目标磨损是常见的一种破坏形式,而机械制造和 技术的发展与材料的性能所达到的 极限息息相关,但是随着材料所承受的工作应力和工作温度的不断提高,常使材料在没有达到使用极限之前就由于磨损而导致失效,一辆现代化的汽车,就有2000多个摩擦部位,而纺织机械消耗功率的85%是用于克服摩擦。在工业领域,有70%~80%的机器是因为摩擦磨损而报废,世界能源有1/2~1/3消耗于克服各种形式的摩擦。磨损给国民经济造成的损失非常巨大,因此减轻或克服磨损损失有着巨大的经济意义。 热喷涂技术在高温和低温下 的应用领域是耐磨损。这类涂层具体分为以下几种: (1)耐粘着磨损或划伤——两个表面相对滑动,碎屑从一个表面粘到另一个表面时,发生粘着磨损或划伤。专用典型涂层为钴基碳化钨、镍铬/碳化铬涂层。 (2)耐磨粒磨损——当较硬表面在较软表面上滑动,而且两表面之间存在磨损时,发生磨粒磨损。当纤维和丝线在表面高速通过时,也发生磨粒磨损。专有典型涂层为钴基镍铬合金、自熔合金混合钼、氧化铬涂层。 (3)耐微振磨损——重复加载和卸载产生周期应力导致表面开裂和大面积脱落。专用典型涂层为氧化铝/二氧化钛涂层。 (4)耐气蚀磨损——液体流动在表面产生机械冲击。专用典型涂层为铝青铜涂层。 (5)耐冲蚀磨损——气体或液体携带粒子高速冲击表面时,发生冲蚀磨损。专用典型涂层为氧化铝/二氧化钛、氧化铝涂层。 山东神腾防腐工程有限公司是专业从事表面工程-热喷涂领域的技术应用、新技术研发的高新技术企业,提供耐磨喷涂,耐磨涂层,耐磨涂料,陶瓷喷涂,合金喷涂,复合物喷涂,塑料喷涂专业服务,我们针对工况条件合理选择喷涂工艺及喷涂材料,受到客户的广泛认可。 公司现有多套等离子喷涂设备、超音速喷涂设备、电弧喷涂设备、火焰(线材、粉末)喷涂设备等。主要从事电厂锅炉喷涂,陶瓷涂层、金属涂层的应用及新领域的研究、开发。。
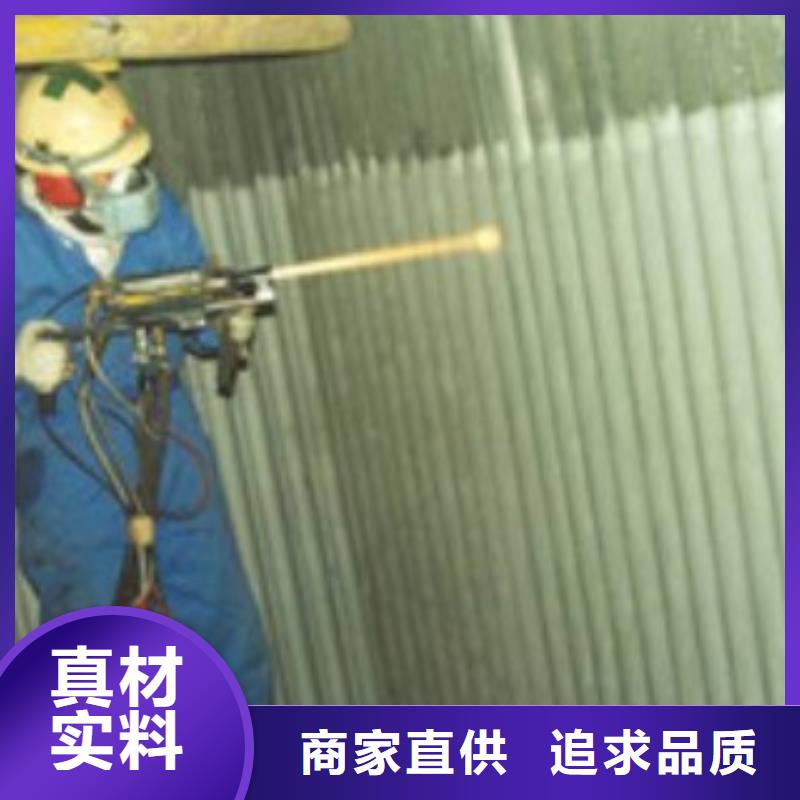
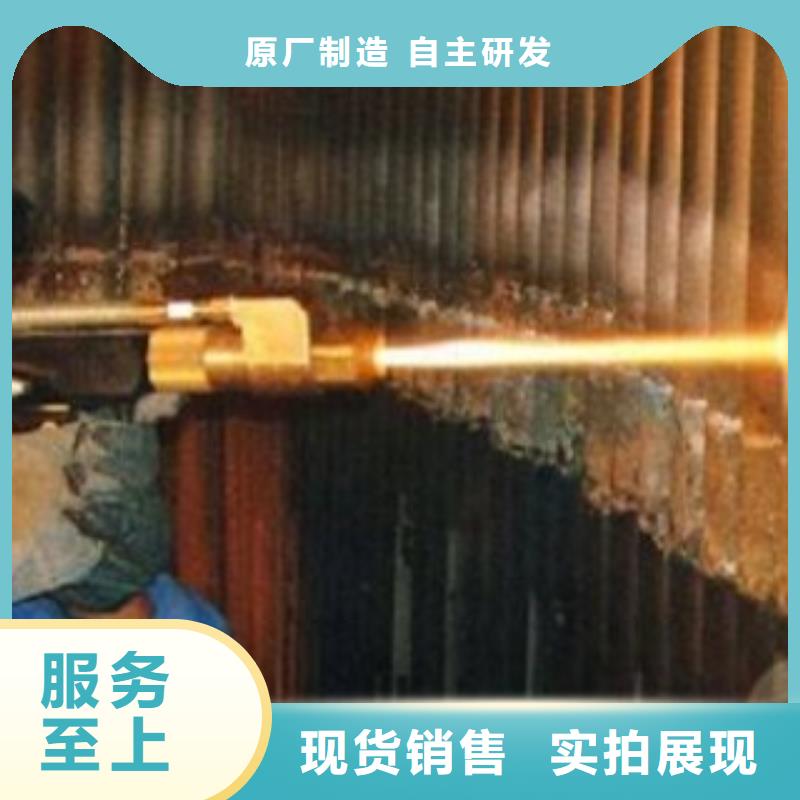
火焰类喷涂
1、火焰喷涂火焰喷涂包括线材火焰喷涂和粉末火焰喷涂。线材火焰喷涂法:是早发明的喷涂法。它是把金属线以一定的速度送进喷枪里,使端部在高温火焰中熔化,随即用压缩空气把其雾化并吹走,沉积在预处理过的工件表面上。喷涂源为喷嘴,金属丝穿过喷嘴中心,通过围绕喷嘴和气罩形成的环形火焰中,金属丝的 连续地被加热到其熔点。然后,由通过气罩的压缩空气将其雾化成喷射粒子,依靠空气流加速喷射到基体上,从而熔融的粒子冷却到塑性或半熔化状态,也发生一定程度的氧化。粒子与基体撞击时变平并粘结到基体表面上,随后而来的与基体撞击的粒子也变平并粘结到先前已粘结到基体的粒子上,从而堆积成涂层。丝材的传送靠喷枪中空气涡轮或电动马达旋转,其转速可以调节,以控制送丝速度。采用空气涡轮的喷枪,送丝速度的微调比较困难,而且其速度受压缩空气的影响而难以恒定,但喷枪的质量轻,适用于手工操作;采用电动马达传送丝材的喷涂设备,虽然送丝速度容易调节,也能保持恒定,喷涂自动化程度高,但喷枪笨重,只适用于机械喷涂。在丝材火焰喷枪中,燃气火焰主要用于线材的熔化,适宜于喷涂的金属丝直径一般为1.8~4.8mm。但有时直径较大的棒材,甚至一些带材亦可喷涂,不过此时须配以特定的喷枪。粉末火焰喷涂法:它与丝材火焰喷涂的不同之处是喷涂材料不是丝材而是粉末。在火焰喷涂中通常使用乙炔和氧组合燃烧而提供热量,也可以用甲基乙炔,丙二烯(MPS),丙烷,氢气或天然气。火焰喷涂可喷涂金属,陶瓷,塑料等材料,应用非常灵活,喷涂设备轻便简单,可移动,价格低于其他喷涂设备,经济型好,是喷涂技术中使用较广泛的一种方法。但是,火焰喷涂也存在明显的不足。如喷出的颗粒速度较小,火焰温度较低,涂层的粘结强度及涂层本身的综合强度都比较低,且比其他方法得到的气孔率都。此外,火焰中心为氧化气氛,所以对高熔点材料和易氧化材料,使用时应注意。为了改善火焰喷涂的不足,提高结合强度及涂层密度,可采用将压缩空气或气流加速装置来提高颗粒速度;也可以采用将压缩气流由空气改为惰性气体的办法来降低氧化程度,但这同时也提高了成本。
电厂锅炉喷涂喷涂技术合作要求,宏合集团为您提供电厂锅炉喷涂喷涂技术合作要求的资讯,联系人:张经理,电话:06358655311、13780722348,QQ:594476388,发货地:开发区。



















