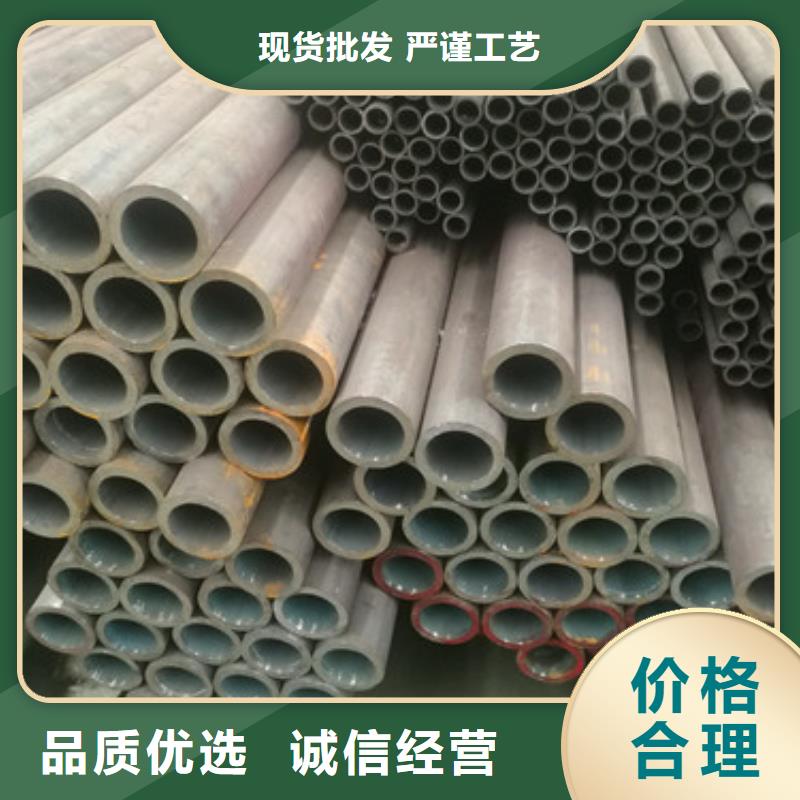



以下是:20G无缝钢管-物优价廉的产品参数
材质 20G 执行标准 GB/T5310-2008/2017 规格 外径*壁厚:10-720*2-100mm 产地 天钢、华菱、冶钢、鞍钢、宝钢等 20G无缝钢管-物优价廉,宝富特钢有限公司为您提供20G无缝钢管-物优价廉的资讯,联系人:王经理,电话:13963013099、13963013099,QQ:2038512558,发货地:东外环千千佳物流院内发货到广西省 桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市。 广西壮族自治区 广西壮族自治区,简称“桂”,中华人民共和国省级行政区,首府南宁市,地处中国地势第二台阶中的云贵高原东南边缘,两广丘陵西部;主要分布有山地、丘陵、台地、平原等类型地貌,中部和南部多丘陵平地,呈盆地状,有“广西盆地”之称;行政区域土地面积23.76万平方千米。2022年,广西壮族自治区常住人口5047万人。
深入了解20G无缝钢管-物优价廉产品,一部视频就够了,快来观看!
以下是:20G无缝钢管-物优价廉的图文介绍广西宝富特钢有限公司为您提供的 无缝钢管一站式服务包含设计、生产、安装,秉承以客户为中心的服务理念,用心去感受客户需求,公司主营 无缝钢管,为客户提供优质的产品、良好的技术支持、健全的售后服务以及真诚的态度均得到新老客户的一致好评。公司组织机构健全且拥有一批经验丰富、高素质、率的员工队伍,如果您对我公司的 无缝钢管产品服务有兴趣,请在线留言或者来电咨询。
厚壁20G无缝钢管壁厚不均主要体现为螺旋状壁不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。
螺旋状厚壁钢管不均的成因是穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的壁厚不均,一般沿钢管的全长呈螺旋状分布。主要措施是调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。
直线状壁厚不均的原因是芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。 轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。主要措施是调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。
头、尾部壁厚20G无缝钢管不均的原因是管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。措施是检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。
20G无缝钢管生产制造方法 按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。后经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,20G无缝钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。 挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。20G无缝钢管
20G无缝钢管水压试验公式:
应逐根进行试验,试验压力P(MPa)按下式计算,但高压力不超过20MPa
P=2×S×R/D
式中 S ——— 钢管公称壁厚,mm;
D ——— 钢管公称外径,mm;
R ——— 允许应力,优质碳钢和合金钢为表2-7-4规定屈服点的80%;耐热钢和不锈钢为规定屈服点的70%。
可用涡流检验或超声波检验(等级C8)代替水压试验。
今年在广西省购买20G无缝钢管-物优价廉有了新选择,宝富特钢有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的20G无缝钢管-物优价廉产品。如需购买或咨询,请随时联系我们,联系人:王经理-13963013099,QQ:2038512558,地址:东外环千千佳物流院内。














